Was abgeschrägte Kanten tatsächlich bewirken – und warum die Materialauswahl wichtig ist
Unter abgeschrägten Kanten versteht man einen abgeschrägten oder abgewinkelten Übergang, der an der Kante einer Oberfläche, eines Paneels, einer Platte oder eines Profils angebracht wird. Anstatt eine rohe 90-Grad-Ecke freizulegen, schneidet eine Fase diese Ecke in einem Winkel ab – typischerweise 45 Grad – und erzeugt so eine Oberfläche, die sich sicherer anfassen lässt, leichter zu reinigen ist und widerstandsfähiger gegen Abplatzen oder Delaminierung ist. Bei Konstruktions-, Fertigungs- und Endbearbeitungsarbeiten ist der Unterschied zwischen einer abgeschrägten Kante und einer rechtwinklig geschnittenen Kante nicht nur kosmetischer Natur. Eine richtig ausgeführte Fase kann die Lebensdauer einer Kante in stark beanspruchten Umgebungen um 30–50 % verlängern durch Eliminierung des Spannungskonzentrationspunkts, der durch rechtwinklige Ecken entsteht.
Das zur Herstellung oder zum Schutz dieser Fase verwendete Material bestimmt alles andere: wie lange sie hält, wie sie auf Stöße und Feuchtigkeit reagiert, ob sie neu positioniert oder angepasst werden kann und was sie über den gesamten Projektlebenszyklus kostet. Seit Jahrzehnten dominieren jedoch starre Fasenleisten aus Aluminium oder PVC den Markt Gummi-Magnetfase Systeme erfreuen sich bei Betonschalungen, der Fliesenverlegung und der Gebäudeveredelung großer Beliebtheit, weil sie Probleme lösen, die starre Profile einfach nicht lösen können – insbesondere Haftung ohne Befestigungselemente, Fürmbeständigkeit unter Druck und müheloses Entfernen ohne Oberflächenbeschädigung.
In diesem Leitfaden werden die Mechanismen hinter abgeschrägten Kanten, die verfügbaren Materialkategorien, ihre realen Leistungsdaten und die spezifischen Szenarien behandelt, in denen jede Option sinnvoll ist. Wenn Sie gerade Kanten für ein Projekt spezifizieren, finden Sie die Schlussfolgerungen oben in jedem Abschnitt.
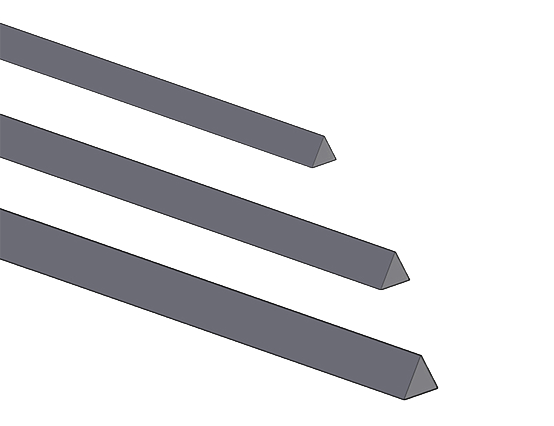
Die Geometrie einer Fase: Winkel, Tiefen und Oberflächenkompatibilität
Nicht alle Fasen sind gleich. Der Winkel und die Tiefe der Fase wirken sich direkt auf das Trägermaterial, die Belastung der Kante und das erforderliche optische Finish aus. Das Verständnis der Geometrie vor der Auswahl eines Kantenprodukts verhindert kostspielige Nacharbeiten.
In der Praxis verwendete Standard-Fasenwinkel
- 45-Grad-Fase: Der gebräuchlichste Winkel im Baugewerbe und in der Tischlerei. Es erzeugt gleich lange Fasenflächen und verteilt die Kantenspannung symmetrisch. Wird in Betonschalungsecken, Treppenkanten und Plattenkanten verwendet.
- 30-Grad-Fase: Erzeugt eine längere, flachere Abschrägung – bevorzugt, wenn die Ästhetik einen subtilen Übergang anstelle einer markanten abgewinkelten Fläche erfordert. Häufig in hochwertigen Möbeln und Architekturbeton.
- 60-Grad-Fase: Ein steilerer Schnitt, der mehr Material entfernt. Wird verwendet, wenn Platz für mechanische Komponenten benötigt wird oder wenn eine tiefere Schattenlinie geplant ist.
- Benutzerdefinierte Winkel (15–75 Grad): Spezifiziert für Industriewerkzeuge, präzisionsgefertigte Teile und spezielle Architekturprofile.
Fasentiefe und ihre strukturellen Auswirkungen
Die Tiefe wird als Abstand von der ursprünglichen Ecke bis zum Beginn der Fasenfläche gemessen. In Betonschalungen, a 10 mm × 10 mm Fasenstreifen (10 mm Tiefe, 10 mm Breite) ist ein Industriestandard für Säulenecken und Plattenkanten. Flachere Fasen von 5 mm × 5 mm erscheinen in feinem Architekturbeton, wo ein minimaler Materialabtrag bevorzugt wird. Tiefere Fasen von 20 mm × 20 mm oder mehr werden im schweren Tiefbau verwendet – Brückenwiderlager, Stützmauern und vorgefertigte Träger – wo die Fase auch als Orientierungshilfe für die Schalungsausrichtung während der Montage dient.
Auch das Substrat spielt eine Rolle. Beton in Standardmischungsverhältnissen (25–40 MPa Druckfestigkeit) hält eine abgeschrägte Kante zuverlässig, wenn der Fasenstreifen beim Gießen ordnungsgemäß abgedichtet wird. Schwächere Mischungen unter 20 MPa neigen selbst bei vorhandener Fase zum Abplatzen der Kanten, weshalb Planer eine Kombination vornehmen Gummi-Magnetfase Streifen mit qualitätskontrolliertem Guss weisen durchweg weniger Mängel nach dem Streifen auf als solche, die Hart-PVC für die gleiche Mischung verwenden.
Materialkategorien für abgeschrägte Kanten: Ein direkter Vergleich
Fünf Hauptmaterialkategorien decken die meisten Anwendungen für abgeschrägte Kanten im Baugewerbe, in der Fertigung und in der Endbearbeitung ab. Jeder hat ein eigenes Leistungsprofil.
| Material | Wiederverwendbarkeit | Installationsmethode | Feuchtigkeitsbeständigkeit | Kantenqualität | Typische Kosten pro Meter |
|---|---|---|---|---|---|
| Gummi-Magnetfase | Hoch (50–100 Zyklen) | Magnetische Haftung an Stahlschalungen | Ausgezeichnet | Sehr sauber, minimale Hohlräume | 3–8 $ |
| Hart-PVC | Niedrig (typisch für den einmaligen Gebrauch) | Genagelt oder geklebt | Gut | Gut, nail holes visible | 0,80 $–2 $ |
| Aluminium | Mittel (5–15 Zyklen) | Geschraubt oder geklemmt | Sehr gut | Gut, screw marks possible | 4–12 $ |
| Schaum/Polyurethan | Niedrig (Einmalgebrauch) | Klebeband oder Kleber | Schlecht bis mäßig | Mäßig, anfällig für Risse | 0,50–1,50 $ |
| Holz/MDF | Sehr niedrig | Genagelt | Arm | Variables Schwellungsrisiko | 0,40–1,20 $ |
Die oben genannten Kosten pro Meter spiegeln nur die Rohmaterialkosten wider. Wenn die gesamten Projektkosten berechnet werden, einschließlich Installationsarbeit, Abisolierzeit, Abfallentsorgung und Nacharbeit bei Kantenfehlern, Gummi-Magnetfase systems consistently show a lower total cost per use after the third or fourth reuse cycle . Bei großen Betonfertigteilprojekten mit 500 oder mehr Laufmetern abgeschrägter Kanten pro Produktionslauf kann die Differenz zwischen 4.000 und 9.000 US-Dollar an eingesparten Material- und Arbeitskosten pro Monat betragen.
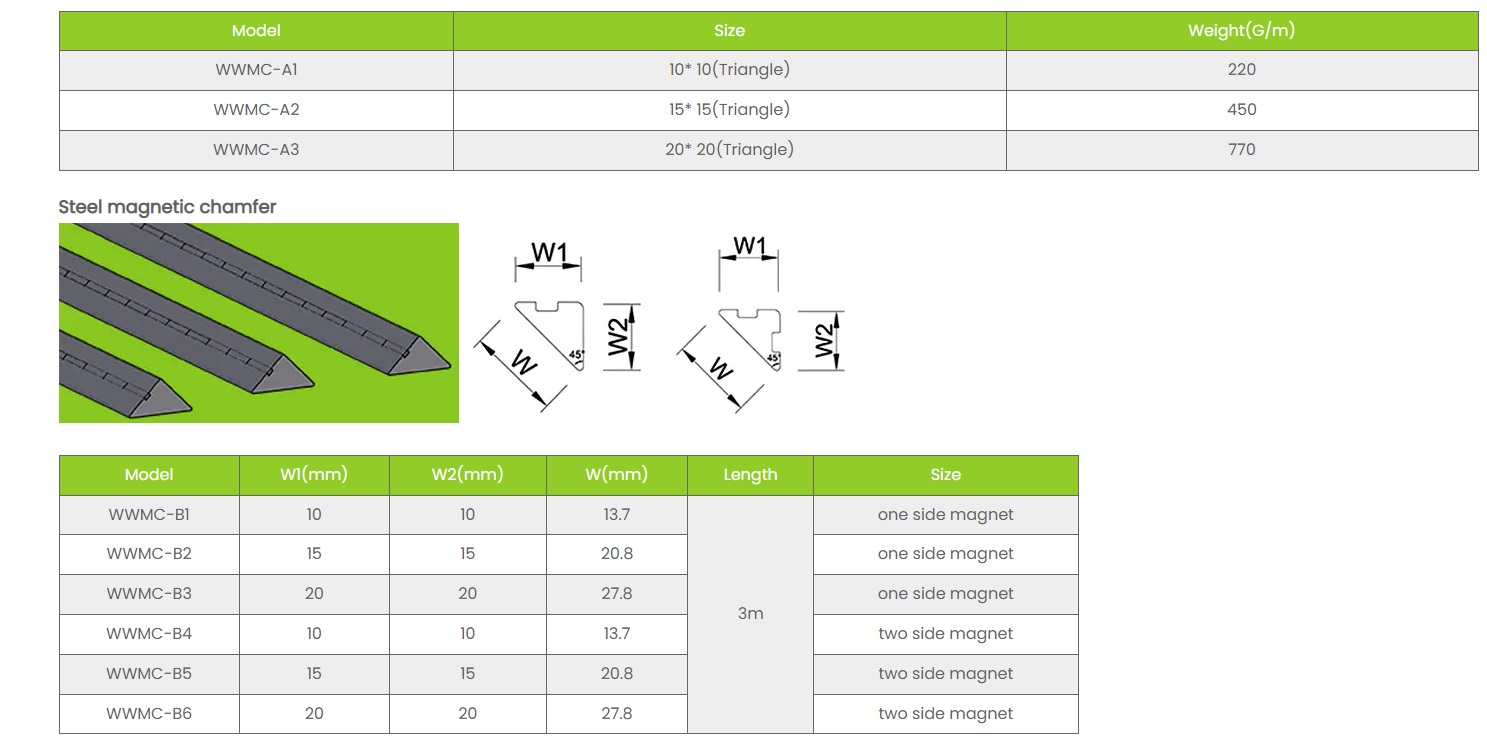
Gummi-Magnetfase: How It Works and Where It Excels
Ein magnetischer Fasenstreifen aus Gummi ist ein Verbundprodukt: ein flexibler Gummikörper (typischerweise EPDM oder Neopren), in dessen Basis ein Streifen aus Permanentmagnetmaterial eingebettet ist. Der Magnet hält den Streifen ohne Nägel, Schrauben, Klebeband oder Klammern fest an einer Stahl- oder Eisenschalungsplatte. Der Gummikörper biegt sich leicht, um sich an kleinere Oberflächenunregelmäßigkeiten der Schalung anzupassen, wodurch die kleinen Lücken an der Basis der Fase beseitigt werden, die bei Hart-PVC-Installationen zu Betonausblutungen und Kantenhohlräumen führen.
Magnetische Haltekraft und warum sie in der Praxis wichtig ist
Der eingebettete Magnet in einem Standard Gummi-Magnetfase Der Streifen erzeugt eine Haltekraft im Bereich von 3–8 kg pro linearem Dezimeter , abhängig von Streifengröße und Magnetqualität. Für einen typischen 10 mm × 10 mm großen Fasenstreifen bedeutet dies, dass eine Länge von 1 Meter etwa 30–50 kg magnetische Gesamthaftung an der Stahlformfläche ausübt. Die Vibration des Betons während des Einbaus erzeugt bei Standardanwendungen Querkräfte, die weit unter diesem Schwellenwert liegen, sodass der Streifen während des gesamten Betoniervorgangs ohne zusätzliche Befestigung stationär bleibt.
Dies ist wichtig, da die Bewegung eines Fasenstreifens während der Vibration eine der häufigsten Ursachen für Kantenfehler in Fertigbeton und Ortbeton ist. Selbst eine Verschiebung um 1–2 mm während der Vibration führt zu einer sichtbaren Unregelmäßigkeit in der fertigen, abgeschrägten Kante – ein Fehler, der geschliffen oder ausgebessert werden muss, bevor das Element akzeptiert werden kann. Erfahrungsberichte von Betonfertigteilherstellern in Deutschland und den Niederlanden belegen eine Reduzierung der Randfehlerraten um 60–75 % nach der Umstellung von genagelten PVC- auf magnetische Gummi-Fasenstreifen auf Stahlformtischen.
Abisolierleistung und Oberflächenqualität
Wenn der Beton ausgehärtet ist und die Schalung entfernt wird, löst sich die Gummi-Magnetfase sauber von der Stahlform und der Betonoberfläche. Die natürliche Flexibilität des Gummis ermöglicht es in den meisten Fällen, ihn ohne Werkzeug zu lösen – ein Arbeiter greift einfach ein Ende und zieht den Streifen der Länge nach ab. Die abgeschrägte Kante im Beton hinterlässt eine glatte, klar definierte Oberfläche, die bei architektonischen Anwendungen keine zusätzliche Nachbearbeitung erfordert.
Im Gegensatz dazu müssen genagelte PVC-Streifen abgehebelt werden – ein Vorgang, der häufig sowohl das PVC beschädigt (und es nicht mehr wiederverwendbar macht) als auch die Betonkante (was zu geringfügigen Abplatzungen an den Nagellochstellen führt). Holzfasenleisten werden beim Abschalen oft zerstört und müssen als Abfall entsorgt werden. Der magnetische Gummistreifen kann nach dem Abziehen abgewischt und beim nächsten Gießen sofort wieder neu positioniert werden.
Temperaturbereich und Umweltleistung
EPDM-basierte Gummi-Magnetfase-Produkte behalten ihre Flexibilität und magnetische Leistung über einen Temperaturbereich von ca -30°C bis 120°C . Dadurch eignen sie sich für winterliche Außenbetonarbeiten in kalten Klimazonen (wo PVC beim Einbau spröde wird und zu Rissen neigt) sowie für beheizte Aushärtekammern, die bei der beschleunigten Fertigteilproduktion zum Einsatz kommen. Neoprenformulierungen bieten einen etwas geringeren thermischen Bereich, aber eine bessere Beständigkeit gegenüber Ölen und bestimmten Lösungsmitteln, weshalb sie in industriellen Fertigteilwerken bevorzugt werden, in denen Trennmittel mit Lösungsmittelgehalt verwendet werden.
Anwendungen, bei denen abgeschrägte Kanten messbare Ergebnisse liefern
Gefaste Kanten sind kein Einzelanwendungsprodukt. Das gleiche Prinzip – das Abschrägen einer Ecke, um einen Spannungskonzentrationspunkt zu beseitigen und die Oberfläche zu verbessern – gilt in allen Branchen, vom Bauingenieurwesen bis zur Möbelherstellung. Die folgenden Anwendungen stellen die Anwendungsfälle mit dem höchsten Volumen dar.
Fertigbetonelemente
Die Herstellung von Betonfertigteilen ist weltweit die größte Einzelanwendung für abgeschrägte Kanten. Wandpaneele, Bodenplatten, Balken, Säulen und Treppenelemente erfordern alle abgeschrägte Ecken für eine sichere Handhabung, saubere Stapelung und eine vollendete Ästhetik. Eine standardmäßige vorgefertigte Wandplatte mit den Maßen 3 m × 6 m hat etwa 18 Laufmeter abgeschrägte Kanten. Bei einer Produktionsrate von 20 Platten pro Tag durchläuft eine einzelne Anlage täglich 360 Meter Fasenstreifen.
Bei diesem Volumen ist die Wiederverwendbarkeit von Gummi-Magnetfase Streifen werden wirtschaftlich entscheidend. Ein hochwertiger magnetischer Gummistreifen, der für 80 Produktionszyklen ausgelegt ist, reduziert den Rohstoffverbrauch um den Faktor 80 im Vergleich zu Einwegalternativen. Bei einer Anlage, die täglich 360 Meter Fasen bearbeitet, kann die Umstellung von Einweg-PVC auf wiederverwendbare magnetische Gummi-Fasenstreifen den jährlichen Materialaufwand für Fasenprodukte um reduzieren 18.000–45.000 US-Dollar, abhängig von der Streifengröße und den örtlichen Materialpreisen .
Architektonischer Ortbeton
Sichtbeton in architektonischen Anwendungen – Fassaden, Innenwände, Treppen und maßgeschneiderte Strukturelemente – erfordert eine abgeschrägte Kantenqualität, die in der Standardbaupraxis nur schwer konsistent erreicht werden kann. Hartes PVC, das an eine Holzschalung genagelt wird, erzeugt Fasen mit Nagellochschatten, leichte Welligkeit aufgrund der Brettkrümmung und gelegentliche Entlüftungslinien an der Basis des Streifens. Magnetische Gummi-Fasenstreifen auf Stahlträgerplatten beseitigen alle drei Mängel, indem sie sich präzise an die Formoberfläche anpassen und ohne mechanische Befestigungselemente gegen diese abdichten.
Architekturbetonspezifikationen in Europa zitieren zunehmend SCC (selbstverdichtender Beton) wird mit einem Setzmaß von 200–250 mm angebracht , eine Mischung, die einen höheren seitlichen Druck auf die Schalung ausübt und empfindlicher auf Lücken an der Basis von Fasenstreifen reagiert. Magnetische Fasenstreifen aus Gummi übertreffen bei diesen Mischkonsistenzen starre Alternativen, da die flexible Gummibasis unter dem erhöhten hydrostatischen Druck abdichtet, anstatt sich von ihm abzuheben.
Fliesen- und Steinverlegung
Bei Fliesen- und Steinarbeiten bezieht sich der Begriff „abgeschrägte Kanten“ auf profilierte Zierleisten aus Aluminium oder Edelstahl, die an Fliesenrändern, Stufenkanten und Übergängen zwischen Bodenmaterialien angebracht werden. Diese Streifen schützen die Fliesenkante vor Absplitterungen – eine besonders häufige Fehlerursache bei Porzellanfliesen, die an freiliegenden Ecken sehr spröde sind. Ein abgeschrägtes Fliesenkantenprofil mit einer 45-Grad-Oberfläche absorbiert seitliche Stöße und verteilt sie über das Mörtelbett, anstatt sie an der Fliesenecke zu konzentrieren.
Abgeschrägte Edelstahlkanten in gewerblichen Umgebungen (Flughäfen, Krankenhäuser, Einzelhandel) sind für Fußgängerbelastungen von mehr als 500 kg/m² ohne Verformung ausgelegt. Aluminiumprofile im Wohnbereich bewältigen Standardlasten ausreichend und zu geringeren Kosten. Die Wahl zwischen gefräster, gebürsteter und eloxierter Oberfläche wirkt sich sowohl auf die Haltbarkeit als auch auf die Wartungshäufigkeit aus – gebürsteter Edelstahl verbirgt kleinere Kratzer und ist die vorherrschende Spezifikation für stark frequentierte öffentliche Räume.
Holzbearbeitungs- und Plattenprodukte
In der Möbelherstellung und Schreinerei werden abgeschrägte Kanten auf MDF-, Sperrholz- und Massivholzplatten mithilfe von Fräsern oder speziellen Kantenanleimmaschinen angebracht. Eine 2 mm × 45-Grad-Fase an den Kanten der Schranktüren ist ein Standarddetail, das serienmäßig hergestellten Möbeln ein eleganteres Aussehen verleiht, ohne dass dadurch nennenswerte Kosten entstehen. In der Großserienproduktion führt das automatisierte Kantenanfasen auf modernen CNC-Kantenanleimlinien zu konstanten Ergebnissen bei Geschwindigkeiten von 20–40 Metern pro Minute.
Massivholzfasen an Möbelbeinen, Tischplatten und Türrahmen werden normalerweise mit einem Fasenbohrer in einer Oberfräse oder einer Tischkreissäge geschnitten. Der funktionale Vorteil – die Beseitigung der scharfen Kanten, die andernfalls abplatzen oder splittern würden – ist zweitrangig gegenüber dem visuellen Vorteil eines raffinierten, bewussten Kantendetails, das sich eher als handwerkliches Können denn als Zweckmäßigkeit liest.
Best Practices für die Installation von abgeschrägten Kanten in Betonschalungen
Die Einbauqualität bestimmt die Kantenqualität. Die folgenden Vorgehensweisen gelten für abgeschrägte Kanten in Betonanwendungen – dem anspruchsvollsten Kontext in Bezug auf Präzision, Druck und Anforderungen an die Oberflächenbeschaffenheit.
Oberflächenvorbereitung vor der Streifenplatzierung
Stahlschalungsplatten müssen sauber, eben und leicht mit einem geeigneten Trennmittel geölt sein, bevor ein Fasenstreifen angebracht wird. Auf der Plattenoberfläche verbleibende Betonrückstände aus früheren Gussvorgängen erzeugen hohe Stellen, die verhindern, dass der Fasenstreifen bündig aufliegt – die Hauptursache für die zuvor erwähnten Entlüftungslinien und Kantenhohlräume. Für Gummi-Magnetfase Bei Streifen wird die magnetische Haltekraft proportional um jeden Spalt zwischen der Magnetbasis des Streifens und der Stahlplatte verringert, so dass sich die Oberflächensauberkeit direkt sowohl auf die Haltesicherheit als auch auf die erzeugte Kantenqualität auswirkt.
Ein praktisches Reinigungsprotokoll für Stahlschalungstische: Betonreste unmittelbar nach dem Abziehen (bevor sie vollständig aushärten) mit einer Drahtbürste abbürsten, mit einem feuchten Tuch abwischen, eine dünne Schicht Trennmittel auftragen und vor dem nächsten Anbringen des Streifens trocknen lassen. Dadurch verlängert sich der Zyklus pro Platte um etwa 5–8 Minuten, die Kantenfehlerquote wird jedoch deutlich reduziert.
Positionierung und Ausrichtung
Fasenstreifen sollten so positioniert werden, dass ihre Spitze (die äußerste Ecke des Fasenprofils) genau an der vorgesehenen Ecklinie des fertigen Betonelements ausgerichtet ist. Bei magnetischen Gummistreifen auf Stahlformen wird diese Ausrichtung durch den Magneten aufrechterhalten – sobald der Streifen angebracht ist, verrutscht er nicht, es sei denn, er wird absichtlich bewegt. Bei genagelten Streifen muss die Ausrichtung nach dem Nageln mit einer geraden Kante überprüft werden, da die Nagelkräfte den Streifen leicht aus seiner vorgesehenen Position verschieben können.
An den Verbindungsstellen zwischen den Fasenstreifenlängen – dort, wo ein Streifen endet und der nächste beginnt – müssen die Enden sauber im 90-Grad-Winkel geschnitten und fest aneinander gestoßen werden. Selbst ein Spalt von 1–2 mm an einer Streifenverbindung führt an dieser Stelle zu einer Betonflosse, die nach dem Abziehen geschliffen werden muss. Bei langen Läufen über 3 Metern kann eine geringfügige thermische Ausdehnung der Streifen während des Aushärtens dazu führen, dass sich die Stoßfugen leicht öffnen. Durch die Verwendung von Leisten mit klemmenden Abschlussprofilen oder die Verwendung dünner Silikonraupen an den Stößen wird dies vermieden.
Betoneinbau- und Vibrationsprotokolle
Interne Vibrationen sollten nicht direkt auf oder in unmittelbarer Nähe der Fasenstreifen ausgeübt werden. Der Rüttelkopf sollte mindestens 150 mm von jedem Streifen entfernt eingesetzt und in einem systematischen Rastermuster über den Gießbereich bewegt werden. Übermäßige Vibrationen in der Nähe von Fasenstreifen – insbesondere von flexiblen Gummistreifen – können dazu führen, dass sich der Streifen lokal von der Formfläche löst, wenn die Vibrationsfrequenz mit der Masse des Streifens und der Magnethaltekraft in Einklang steht.
For Gummi-Magnetfase In kontrollierten Tests wurde gezeigt, dass Vibrationen bei Standardfrequenzen (50–200 Hz) innerhalb von 150 mm des Streifens zu keiner messbaren Verschiebung führen, sofern die magnetische Haltekraft den Herstellerangaben entspricht. Die Verwendung unterdimensionierter Streifen auf einer bestimmten Formflächenabmessung – zum Beispiel eines 5 mm × 5 mm großen Streifens auf einem Guss, der voraussichtlich eine Tiefe von 1,5 m erreichen wird – verringert die Haltekraft pro Flächeneinheit und erhöht das Risiko einer Verschiebung während der Vibration.
Stripping-Sequenz und Strip-Wiederherstellung
Die Schalung sollte erst entfernt werden, wenn der Beton eine ausreichende Festigkeit erreicht hat, um Kantenschäden zu widerstehen – typischerweise mindestens 70 % der Auslegungsfestigkeit, was bei Standardtemperaturen (20 °C) bei Standardmischungen etwa 18–24 Stunden entspricht. Frühes Abisolieren bei geringerer Festigkeit führt zu abgeschrägten Kanten, die bröckeln oder abplatzen, wodurch der gesamte Zweck der Fase zunichte gemacht wird.
Beim Abziehen magnetischer Fasenstreifen aus Gummi besteht die richtige Technik darin, an einem Ende zu beginnen, den Streifen fest zu greifen und ihn in einem spitzen Winkel (ca. 30–45 Grad) zur Formfläche abzuziehen. Durch Ziehen im 90-Grad-Winkel (direkt vom Gesicht weg) wird der Magnet in seine stärkste Ausrichtung gebracht und erfordert mehr Kraft als nötig. Durch schräges Abziehen wird der Magnetkontakt nach und nach unterbrochen und erfordert weitaus weniger Kraftaufwand. Nach der Wiederherstellung sollten die Streifen auf Risse, Verformungen oder Betonanhaftungen untersucht, gereinigt und flach gelagert werden, um ein dauerhaftes Verbiegen zu verhindern.
Auswahl des richtigen Produkts für abgeschrägte Kanten: Entscheidungskriterien
Bei der Auswahl eines Produkts mit abgeschrägten Kanten müssen mehrere Faktoren gleichzeitig abgewogen werden. Der folgende Rahmen deckt die Kriterien ab, die in der Praxis am wichtigsten sind.
Kompatibilität der Schalungstypen
Gummi-Magnetfase Streifen sind nur geeignet, wenn die Schalungsfläche ferromagnetisch ist – typischerweise Baustahl oder Eisen. Sie haften nicht an Aluminiumschalungen, Holzschalungen oder FRP-Platten (faserverstärkter Kunststoff). Wenn Ihr Schalungssystem aus Aluminium oder Holz besteht, sind mechanisch befestigte Hart-PVC- oder Aluminium-Fasenleisten die richtige Wahl. Wenn Ihr Betrieb Schalungstische aus Stahl verwendet (wie es in europäischen Fertigteilwerken Standard ist), ist Magnetgummi fast immer die bessere Wahl.
Volumen und Wiederverwendungshäufigkeit
Wenn ein Projekt weniger als fünf Verwendungen einer bestimmten Fasenstrecke umfasst – ein einmaliges Architekturstück oder ein kleiner Guss für ein Wohnhaus – sind die höheren Vorabkosten für magnetische Gummistreifen möglicherweise nicht gerechtfertigt. Einweg-PVC für 0,80 bis 2,00 US-Dollar pro Meter ist bei geringen Mengen wirtschaftlich sinnvoll. Bei sechs oder mehr Wiederverwendungen verlagert sich die Wirtschaftlichkeit entscheidend in Richtung Magnetkautschuk, der seine höheren Anschaffungskosten über die Nutzungszyklen hinweg amortisiert.
Anforderungen an die Oberflächenbeschaffenheit
Bei Beton der Klasse A oder Architekturbeton – bei dem die abgeschrägte Kante in der fertigen Struktur dauerhaft freiliegt – rechtfertigt die zusätzliche Kantenqualität, die magnetische Gummi-Fasenstreifen bieten, deren Verwendung auch bei geringeren Wiederverwendungsmengen. Die Reparatur von Mängeln an Architekturbeton kostet 50 bis 200 US-Dollar pro Quadratmeter in Fachkräften und Materialien; Durch die Vermeidung selbst einer geringen Anzahl von Kantenfehlern pro Gießzyklus amortisiert sich das Premiumprodukt schnell.
Umwelt- und Sicherheitsaspekte
Einweg-PVC-Fasenstreifen stellen einen Materialabfallstrom dar, der schwierig und kostspielig zu recyceln ist – die meisten davon landen auf der Mülldeponie. Bei einem großen Betonfertigteilbetrieb, der 500 Meter PVC-Fasenstreifen pro Tag verbraucht, beträgt die jährliche Menge an Kunststoffabfällen etwa 50 % 180 Kilometer Streifen oder rund 900 kg PVC . Durch die Umstellung auf wiederverwendbare magnetische Gummi-Fasenstreifen wird dieser Abfallstrom fast vollständig eliminiert, ein Vorteil, der bei Bauprojekten mit Nachhaltigkeitsbewertung, bei denen die Meldung von Materialabfällen obligatorisch ist, zunehmend ins Gewicht fällt.
Häufige Fehler bei abgeschrägten Kanten und wie man sie verhindert
Die meisten Ausfälle an abgeschrägten Kanten fallen in eine kleine Anzahl erkennbarer Kategorien. Das Verständnis der Grundursache jedes Fehlers führt direkt zur Einleitung präventiver Maßnahmen.
- Beschnittlinien an der Basis der Fase: Verursacht durch einen Spalt zwischen dem Streifen und der Schalungsfläche. Vorbeugung: Stellen Sie sicher, dass die Formoberfläche sauber und flach ist. Verwenden Sie flexible Gummistreifen, die sich an kleinere Oberflächenunregelmäßigkeiten anpassen. Tragen Sie vor dem Anbringen des Streifens Trennmittel auf.
- Kantenabplatzungen beim Abisolieren: Verursacht durch Ausschalen vor ausreichender Betonfestigkeit oder durch den Einsatz von Stemmwerkzeugen direkt an der Betonkante. Vorbeugung: Vor dem Abisolieren die Mindestfestigkeit überprüfen; Verwenden Sie eine Schälbewegung für die Gummistreifen, anstatt sie aufzuhebeln.
- Betonrippen an Streifenstößen: Verursacht durch Lücken zwischen aneinanderstoßenden Streifenenden. Vorbeugung: Streifenenden sauber im 90-Grad-Winkel abschneiden; Klemmabschlussprofile verwenden oder Stöße mit einer dünnen Silikonraupe abdichten.
- Bandverschiebung beim Rütteln: Verursacht durch zu nahe Platzierung des Vibrators am Streifen oder durch zu kleine Streifen mit unzureichender Haltekraft. Vorbeugung: Mindestabstand von 150 mm zum Streifen einhalten; Überprüfen Sie, ob die Spezifikation der magnetischen Haltekraft mit der Betoniertiefe und dem Betondruck übereinstimmt.
- Welligkeit in der fertig gefasten Kante: Verursacht durch Durchbiegung der Schalungsplatte unter Betondruck, durch Streifenverformung oder durch Nagelkräfte, die starre Streifen während des Einbaus verschieben. Vorbeugung: ausreichend ausgesteifte Schalung verwenden; Wechseln Sie zur magnetischen Befestigung, um Nagelverzerrungen zu vermeiden.
- Gummistreifen reißt während der Bergung: Verursacht durch Ziehen im 90-Grad-Winkel zur Schalungsfläche, durch Betonhaftung an der Streifenoberfläche (normalerweise aufgrund von Trennmittelversagen) oder durch die Verwendung eines abgenutzten Streifens, der seine Flexibilität verloren hat. Vorbeugung: Schälen bei 30–45 Grad; Protokoll zur Anwendung des Trennmittels prüfen und ersetzen; Streifen aus dem Verkehr ziehen, die Risse auf der Oberfläche oder einen Verlust der Flexibilität aufweisen.
Wartung und Lebenszyklusmanagement von wiederverwendbaren Fasenstreifen
Magnetische Fasenstreifen aus Gummi erfordern, wie jedes wiederverwendbare Industrieprodukt, eine grundlegende Wartungs- und Inspektionsroutine, um die Nennzahl der Wiederverwendungszyklen zu erreichen. Bediener, die diese Routine implementieren, berichten durchweg über die Lebensdauer der Streifen, die der Herstellerangabe entspricht oder darüber liegt. Diejenigen, die dies nicht tun – die Streifen in der Regel als Einwegartikel behandeln, auch wenn dies nicht der Fall ist – sehen vorzeitige Ausfälle, die den wirtschaftlichen Vorteil der Wiederverwendbarkeit zunichte machen.
Nach jedem Gebrauch
- Wischen Sie den Streifen mit einem feuchten Tuch ab, um alle Betonreste zu entfernen, solange er noch weich ist (innerhalb von 30 Minuten nach dem Abziehen).
- Untersuchen Sie den Gummikörper entlang des Profils auf Risse, Schnitte oder Verformungen. Streifen mit Rissen von mehr als 10 mm Länge sollten aus dem Verkehr gezogen werden, um das Eindringen von Beton durch den beschädigten Bereich zu verhindern.
- Überprüfen Sie die Enden des Streifens an den Verbindungsstellen auf Druckverformung. Schneiden Sie beschädigte Enden sauber ab, wenn sich die Verformung auf weniger als 20 mm vom Ende beschränkt.
- Lagern Sie die Streifen flach oder aufgerollt (mit einem Radius von nicht weniger als 300 mm für 10 mm × 10 mm-Profile) in einer trockenen Umgebung, fern von direkter Sonneneinstrahlung und Ozonquellen (Elektromotoren, Schweißgeräte).
Regelmäßige Inspektion (alle 10–20 Zyklen)
Messen Sie die magnetische Haltekraft mit einer einfachen Abziehlehre. Ein Streifen, der weniger als 60 % seiner ursprünglich angegebenen Haltekraft anzeigt, sollte ausgemustert werden – der Magnet ist entweder entmagnetisiert (selten bei gut spezifizierten Produkten) oder der Gummikörper hat sich so weit verformt, dass die Kontaktfläche mit der Stahlform verringert wird. Überprüfen Sie die Härte der Gummioberfläche qualitativ, indem Sie mit einem Daumennagel darauf drücken: Die Oberfläche sollte sich sofort vertiefen und erholen. Eine Gummioberfläche, die länger als 2 bis 3 Sekunden eingedrückt bleibt, ist über den zulässigen Bereich hinaus ausgehärtet und passt sich nicht mehr ausreichend der Formfläche an.
Für große Betriebe mit Tausenden von Metern Gummi-Magnetfase Strip, ein einfaches Verfolgungssystem – das Markieren jedes Streifens mit einer Produktionszykluszahl mithilfe eines Farbmarkers – ermöglicht es Bedienern, Streifen mit hohem Zyklus zu identifizieren, bevor sie im Betrieb ausfallen. Dadurch wird die kostspieligste Fehlerart verhindert: ein Streifenausfall mitten im Produktionslauf, der ein Notausschalen, eine Reparatur und möglicherweise den Ausschuss des Betonelements erfordert.