
Was ist eine Hohlkernbetonplatte und warum ist sie im modernen Bauwesen wichtig?
A Hohlkernbetonplatte ist ein vorgefertigtes Spannbetonelement mit Längshohlräumen – typischerweise kreisförmig oder oval –, die sich über die gesamte Länge erstrecken. Diese Hohlräume reduzieren das Gesamtgewicht der Platte um bis zu 40–50 % im Vergleich zu einer massiven Betonplatte gleicher Abmessungen und sorgen gleichzeitig für eine hervorragende strukturelle Leistung in Bezug auf Biege-, Scher- und Feuerfestigkeit. Diese Kombination macht Hohlkammerplatten zu einem der am häufigsten verwendeten Bodensysteme in Gewerbegebäuden, mehrstöckigen Wohnblöcken, Parkplätzen, Industrielagern und Infrastrukturprojekten weltweit.
Die Kernschlussfolgerung ist einfach: Hohlbetonplatten bieten ein hervorragendes Verhältnis von Festigkeit zu Gewicht, eine schnelle Installationsgeschwindigkeit und einen reduzierten Materialverbrauch. Bei der Herstellung in einem modernen Fertigteilwerk – wo Präzisionsschalung, Schalungsmagnete und automatisierte Gießbetten bestimmen die Produktionsqualität – diese Brammen erfüllen stets enge Maßtoleranzen und anspruchsvolle strukturelle Spezifikationen. Für Ingenieure, Bauunternehmer und Beschaffungsfachleute, die nach kosteneffizienten, leistungsstarken Bodenbelagslösungen suchen, ist es von entscheidender Bedeutung, zu verstehen, wie sie hergestellt, gehandhabt und verlegt werden.
Wie Hohlbetonplatten hergestellt werden
Die Produktion von Hohlbetonplatten erfolgt fast ausschließlich in Betonfertigteilwerken, wobei eine von zwei vorherrschenden Methoden zum Einsatz kommt: das Extrusionsverfahren (Gleitformverfahren) oder das Nassgussverfahren. Jeder Ansatz hat spezifische Auswirkungen auf das Schalungssystem, die Bewehrungsanordnung, die Oberflächenbeschaffenheit und die Rolle der magnetischen Befestigungskomponenten.
Extrusionsmethode
Beim Extrusionsverfahren wird ein langes Gießbett – typischerweise 100 m bis 150 m lang – mit hochfesten Stahllitzen vorgespannt, bevor Beton eingebracht wird. Eine Extrusionsmaschine bewegt sich entlang des Betts und drückt eine steife Betonmischung ohne Setzmaß um die Dorne, die die Hohlkerne bilden. Die Maschine bewegt sich mit etwa 1–2 m pro Minute und hinterlässt eine durchgehende Platte mit gleichmäßigem Querschnitt. Nach dem Aushärten unter isolierten Abdeckungen oder in einer beheizten Umgebung wird die Platte mit Diamant auf die erforderlichen Längen gesägt.
Da das Gussbett selbst als Primärform fungiert, ist die Rolle einzelner Schalungskomponenten begrenzt – Seitenformen, Endanschläge und eingebettete Einsätze werden jedoch weiterhin mithilfe von positioniert Schalungsmagnete Zum Fixieren von Stahlbauteilen auf der Oberfläche des Magnetgusstisches ohne Bohren oder Schweißen. Diese nicht-invasive Befestigungsmethode wird besonders in der Langstreckenproduktion geschätzt, da sie Schäden an teuren Stahlbetten verhindert und eine schnelle Neupositionierung zwischen Produktionszyklen ermöglicht.
Wet-Cast-Methode
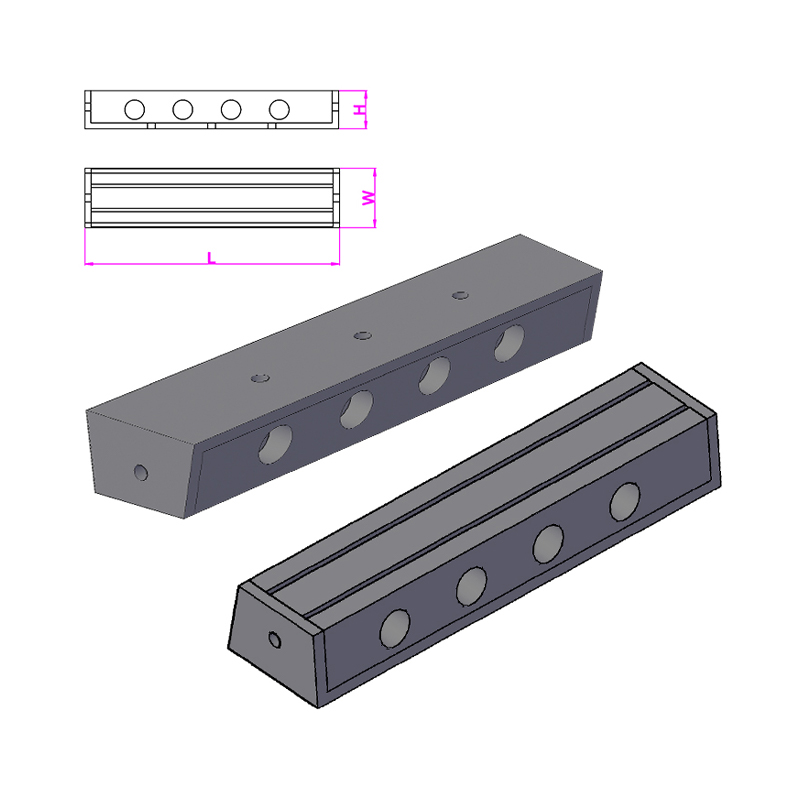
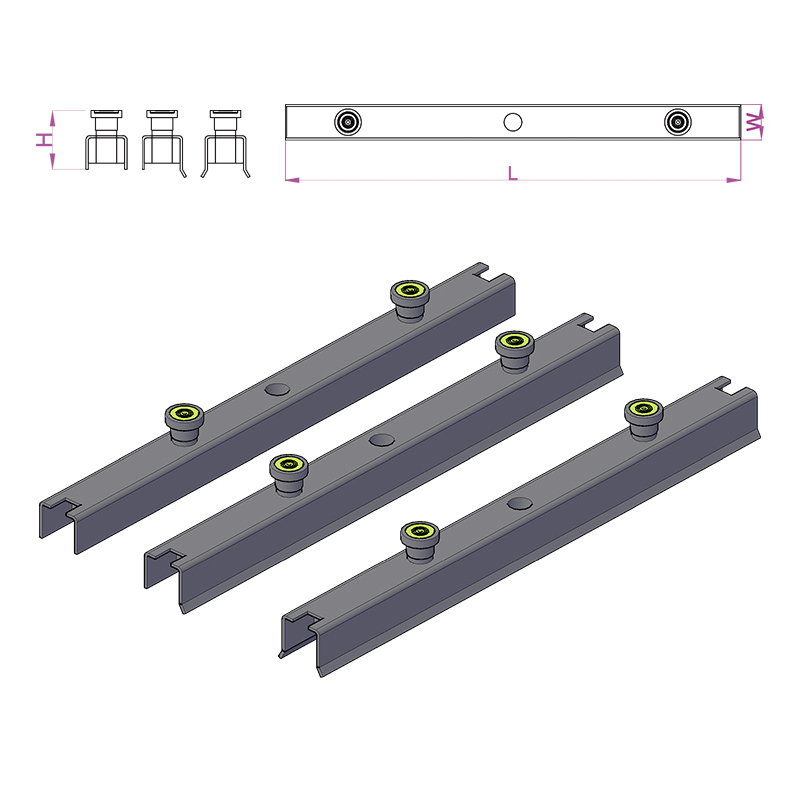
Beim Nassgussverfahren werden einzelne Stahlformen oder palettenbasierte Systeme verwendet, auf denen Schalungselemente montiert werden. Hier, Schalungsmagnete – auch Magnetschalungsanker oder Magnetkästen genannt – spielen eine zentrale und gut sichtbare Rolle. Diese Geräte werden auf der Oberfläche der Stahlpalette platziert und ziehen durch Magnetkraft an, um Seitenverschlüsse, Aussparungen, Einsätze und Bewehrungskörbe während des Betonierens und Rüttelns in der präzisen Position zu halten. Die Haltekräfte schwanken je nach Magnetdesign stark, wobei gängige Einheiten dies ermöglichen 600 kg, 900 kg, 1.200 kg oder sogar 2.100 kg Die Haltekraft wird entsprechend dem Gewicht und den Vibrationsbelastungen ausgewählt, denen die Schalung standhalten muss.
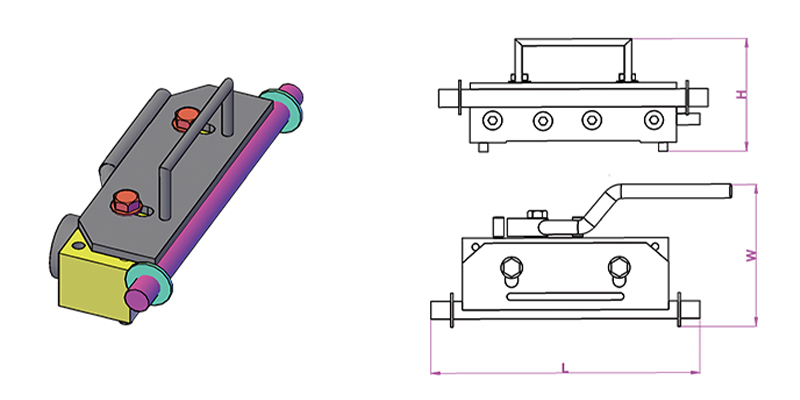
Die Möglichkeit, Schalungsmagnete innerhalb von Sekunden neu zu positionieren – einfach durch Umlegen des Aktivierungshebels, um das Magnetfeld freizugeben – verkürzt die Rüstzeit im Vergleich zu geschraubten oder geschweißten Ankern erheblich. In einem Hochleistungsfertigteilwerk, das Hohlplatten auf einem Karussell oder einem stationären Palettensystem herstellt, führt diese Geschwindigkeit direkt zu mehr Produktionszyklen pro Schicht und niedrigeren Arbeitskosten pro Einheit.
Die Rolle von Schalungsmagneten bei der Herstellung von Hohlkernplatten
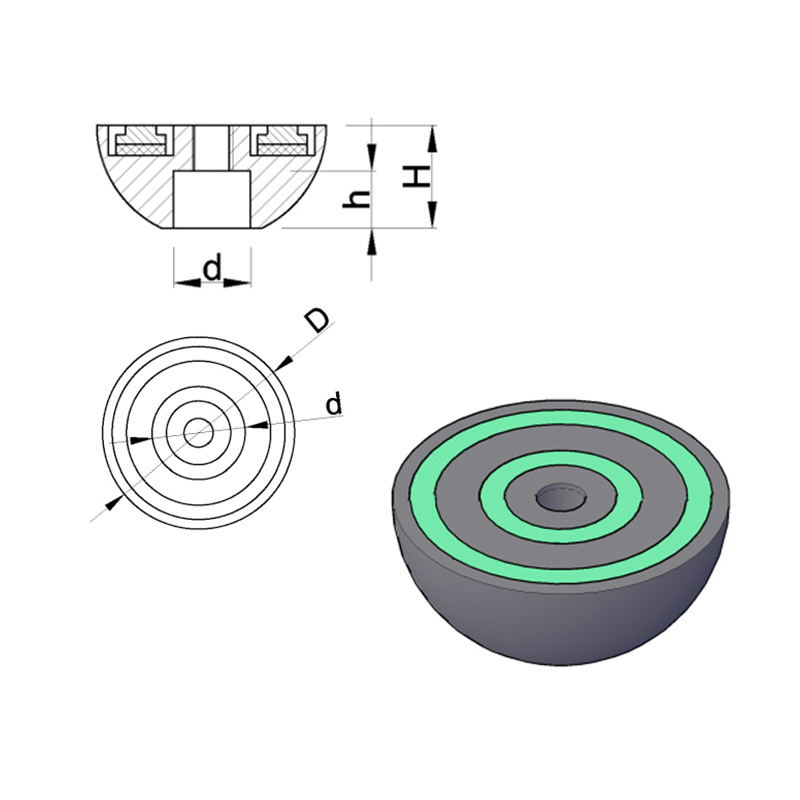
Schalungsmagnete sind technische Befestigungsvorrichtungen, die permanente Neodym- oder Ferritmagnete verwenden, die in einem Stahlgehäuse eingeschlossen sind. Bei Aktivierung schließt sich der Magnetkreis durch die Stahlpalette oder Tischoberfläche und erzeugt so eine starke Haltekraft. Bei Deaktivierung – durch Drehen eines Hebels, der einen internen Haltemagneten bewegt – öffnet sich der Stromkreis und das Gerät kann von Hand herausgehoben werden. Keine Klebereste, keine beschädigte Oberfläche, kein Spezialwerkzeug erforderlich.
Bei der Herstellung von Hohlbetonplatten erfüllen Schalungsmagnete mehrere spezifische Funktionen:
- Sicherung von Längsseitenschalungen, die die Plattenbreite und das Kantenprofil definieren
- Halten Sie die Endläden in Position, um die Plattenlänge festzulegen und die obere Oberfläche zu bilden
- Befestigung von Blockout-Formteilen an zentralen Stellen, an denen Öffnungen für Versorgungsleitungen, Säulen oder Befestigungen erforderlich sind
- Verankerung von eingegossenen Einsätzen wie Hebeschlaufen, Ankerschienen, Gewindehülsen und Elektrorohrhalterungen
- Stabilisierende Bewehrungskörbe gegen Verschiebungen bei hochfrequenten Betonvibrationen
Besonders wichtig ist der Zusammenhang zwischen der Auswahl des Schalungsmagneten und der Betonvibration. Vibrierender Beton übt auf die Schalung dynamische Kräfte aus, die ein Vielfaches des statischen Gewichts betragen können. Ein Schalungsmagnet mit einer statischen Haltekraft von 1.200 kg kann für eine Form mit einem Gewicht von nur 80 kg geeignet sein, wenn die Vibrationsfrequenzen und -amplituden gering sind, aber derselbe Magnet kann sich bei starken internen Vibrationen als unzureichend erweisen. Seriöse Hersteller veröffentlichen neben statischen Werten auch vibrationsgetestete Haltedaten. Die alleinige Angabe der statischen Kraft ist ein häufiger Fehler, der beim Gießen zu Formbewegungen führt.
Magnettypen und ihre Anwendung
| Magnettyp | Typische Haltekraft | Hauptverwendung in der Brammenproduktion | Entscheidender Vorteil |
|---|---|---|---|
| Standard-Kastenmagnet | 600–1.200 kg | Seitenformen, Endanschläge | Kostengünstig, weit verbreitet |
| Robuster Kastenmagnet | 1.500–2.100 kg | Schwere Stahlkantenformen, große Aussparungen | Hohe Vibrationsfestigkeit |
| Magnet einlegen (flach) | 150–400 kg | Ankerschienen, Hebeösen | Niedriges Profil, passt unter Einsätze |
| Magnetischer Fasenhalter | N/A (Position) | Kantenfasenstreifen an der Deckenuntersicht | Konsistente Kantendetails |
| Magnetischer Eckwinkel | Variabel | 90°-Verbindungen, Aussparungsecken | Verhindert das Austreten von Fugenmörtel an Ecken |
Strukturelle Leistung von Hohlkernbetonplatten
Das strukturelle Verhalten einer Hohlkernbetonplatte wird durch das Vorspannungsniveau, die Betonsorte, die Kerngeometrie und das Verhältnis von Spannweite zu Tiefe bestimmt. Standard-Hohlkerneinheiten werden in Tiefen von hergestellt 150 mm bis 500 mm mit einer Breite von typischerweise 1.200 mm. Spannweiten von 6 m bis 18 m sind in der Praxis üblich, wobei gut konzipierte Tiefeneinheiten unter kontrollierten Belastungsbedingungen 20 m oder mehr erreichen.
Die Vorspannung wird durch vorgespannte hochfeste Stahllitzen – typischerweise mit einer Streckgrenze von 1.570 MPa oder 1.860 MPa – aufgebracht, die vor dem Betonieren an den Widerlagern des Gussbetts verankert werden. Nachdem der Beton die erforderliche Übertragungsfestigkeit (üblicherweise 25–30 MPa Würfel) erreicht hat, werden die Stränge geschnitten oder gelöst und die Vorspannkraft wird durch Bindung auf den Betonabschnitt übertragen. Dadurch entsteht ein Wölbungseffekt (Biegung nach oben), der die Durchbiegung unter Betriebslasten teilweise ausgleicht.
Typische Lastspannenleistung
| Plattentiefe (mm) | Spannweite 6 m (kN/m²) | Spannweite 9 m (kN/m²) | Spannweite 12 m (kN/m²) | Spannweite 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Diese Zahlen verdeutlichen, warum Hohlkörperdecken für mittlere bis große Spannweiten in Bürogebäuden und Parkhäusern eingesetzt werden, wo Nutzlasten von 2,5–5,0 kN/m² Standard sind und Spannweiten von 9–14 m wirtschaftlich attraktiv sind. Durch die Vorspannung entfällt in vielen Fällen der Bedarf an sekundären Stahlträgern, wodurch die Strukturtiefe der Bodenzone verringert und über die Lebensdauer eines mehrstöckigen Projekts erhebliche Höheneinsparungen – häufig 300–500 mm pro Stockwerk – erzielt werden.
Feuerwiderstand
Hohlkernbetonplatten bieten durch die thermische Masse des Betons und die Überdeckungstiefe der Spannstränge eine inhärente Feuerbeständigkeit. Typischerweise wird eine 200-mm-Platte mit 35 mm Überdeckung des Litzenschwerpunkts erreicht REI 120 (zweistündiger struktureller Feuerwiderstand) unter normaler Brandeinwirkung. Tiefere Einheiten mit größerer Abdeckung erreichen problemlos REI 180 oder REI 240 und erfüllen die anspruchsvollsten Belegungsanforderungen ohne zusätzlichen Brandschutz. Dies ist ein großer Vorteil gegenüber Stahl- oder Holzalternativen, die aufschäumende Beschichtungen, Sprinkleranlagen oder eine Ummantelung erfordern, um gleichwertige Werte zu erreichen.
Schalungssysteme und magnetische Befestigung im Fertigteilwerk
Die Qualität einer Hohlbetondecke ist untrennbar mit der Qualität des zu ihrer Herstellung verwendeten Schalungssystems verbunden. Unabhängig davon, ob die Anlage ein stationäres Palettensystem, ein rotierendes Karussell oder lange Gießbetten verwendet, bestimmt die Präzision, mit der die Schalung angebracht und befestigt wird, die Maßhaltigkeit, die Oberflächenbeschaffenheit und die Konsistenz der fertigen Elemente.
Palettenkarussellsysteme
In einem modernen Palettenkarussell durchlaufen Stahlpaletten eine feste Abfolge von Stationen: Reinigen, Formensetzen, Bewehrungsplatzierung, Betongießen, Rütteln, Aushärten, Entformen und Elementtransport. Der gesamte Zyklus dauert typischerweise 24 Stunden, wobei mehrere Paletten gleichzeitig im Umlauf sind. An der Formsetzstation positionieren Bediener Seitenformen und Einlegeteile mit Schalungsmagnete entsprechend dem CNC-generierten oder zeichnungsbasierten Layout für jedes Element. Da es sich bei der Palettenoberfläche um eine präzisionsgeschliffene Stahlplatte handelt, erreichen die Magnete über die gesamte Fläche eine gleichmäßige Kontakt- und Haltekraft.
Die Effizienzgewinne durch magnetische Schalungsbefestigung in einem Karussellsystem sind erheblich. Studien europäischer Fertigteilhersteller berichten übereinstimmend 30–50 % Verkürzung der Formaushärtezeit im Vergleich zu geschraubten oder geschweißten Ankersystemen. Bei einer Anlage, die 80–120 Paletten pro Tag produziert, bedeutet dies eine Stundenersparnis an Arbeitskräften pro Schicht und eine messbare Reduzierung der Produktionskosten pro Quadratmeter Bramme.
Langstrecken-Gießbetten für extrudierte Hohlkerne
Bei der Langstreckenextrusion übernimmt das Gussbett selbst die primäre Schalungsfunktion – eine flache, glatte Stahl- oder polymerbeschichtete Oberfläche, entlang derer sich der Extruder bewegt. Schalungsmagnete und zugehörige magnetische Ankersysteme werden jedoch zum Halten von Folgendem verwendet:
- Strangabweiser und -umlenker, die die Vorspannungsbahn profilieren
- Längsseitige Schienen, die die Plattenbreite vor Beginn des Extruders definieren
- Kernblockoutformer, die an bestimmten Stellen Öffnungen für Servicedurchführungen schaffen
- Bewehrungsstäbe oder -netze, die der nassen Betonoberfläche für Verbundüberdeckungsverbindungen hinzugefügt werden
Der nicht-invasive Charakter der magnetischen Befestigung wird besonders bei Langstreckenbetten geschätzt, bei denen die Oberfläche über Tausende von Produktionszyklen hinweg unbeschädigt bleiben muss. Durch Bohren oder Schweißen verursachte Riefen oder Vertiefungen auf der Oberfläche können zu Austritt und Anhaften von Fugenmörtel führen, wodurch sich die Entformungskraft erhöht und Oberflächenfehler an der fertigen Deckenuntersicht entstehen.
Auswahl des richtigen Schalungsmagneten
Bei der Auswahl des richtigen Schalungsmagneten für eine bestimmte Anwendung bei der Produktion von Hohlkernplatten müssen mehrere Faktoren berücksichtigt werden, die über die einfache Abstimmung der Haltekraft auf das Formgewicht hinausgehen:
- Paletten- oder Tischstärke: Magnete sind für den Einsatz mit bestimmten Stahlstärken (typischerweise 10–25 mm) ausgelegt. Zu dünn und der Magnetkreis ist unvollständig; zu dick und die Haltekraft nimmt erheblich ab.
- Betonvibrationsmethode: Tischaußenrüttler erzeugen höhere dynamische Kräfte als Nadelinnenrüttler. Magnete in fremdschwingenden Systemen benötigen höhere Nennhaltekräfte – oft das 1,5- bis 2-fache des statisch berechneten Bedarfs.
- Süßwasserdruck und Betonhöhe: Bei hohen Elementen oder dort, wo Beton schnell eingebracht wird, kann der hydraulische Druck auf Formen die einfache Gewichtsberechnung übersteigen. Der Magnet muss sowohl der vertikalen Hubkraft als auch dem seitlichen Druck standhalten.
- Formmaterial und Geometrie: Stahlformen übertragen die magnetische Kraft direkt; Formen aus Aluminium oder Kunststoff erfordern Grundplatten aus Stahl, die als Vermittler zwischen dem Magneten und dem nichtferromagnetischen Formmaterial fungieren.
- Betriebsumgebung: Anlagen mit Laufkränen, Elektromotoren oder anderen elektromagnetischen Quellen erfordern möglicherweise Magnete mit abgeschirmten Gehäusen, um unbeabsichtigte Deaktivierungen oder Störungen zu verhindern.
Führende Hersteller – darunter Ratec, Halfen, Sommer und andere – bieten technische Unterstützung bei der Magnetauswahl und veröffentlichen detaillierte technische Datenblätter mit statischer Haltekraft, vibrationsgetesteter Kraft, Betriebstemperaturbereich und Zyklenlebensdauer (normalerweise für angegeben). 500.000 bis 1.000.000 Aktivierungszyklen bevor interne Komponenten überprüft werden müssen).
Transport, Handhabung und Installation von Hohlkernplatten
Sobald Hohlbetonplatten gegossen, ausgehärtet und auf Länge gesägt sind, müssen sie vorsichtig angehoben, transportiert und installiert werden. Der vorgespannte Abschnitt ist für positive Biegung in Spannrichtung optimiert; Falsche Handhabung, die zu negativer Biegung oder Querbelastung führt, kann zu Rissen an der vorkomprimierten Fläche (Untersicht) führen – Schäden, die schwer zu erkennen sind und die strukturelle Leistung beeinträchtigen können.
Hebe- und Transportanforderungen
Hohlkernplatten sollten mit speziell entwickelten Klemmen oder Balken-Spreizer-Anordnungen angehoben werden, die die Last an Punkten innerhalb der vorgesehenen Hebezone aufbringen – typischerweise nicht mehr als L/5 von jedem Ende, wobei L die Plattenlänge ist. Bei Platten über 10 m ist ein Dreipunkt- oder Vierpunkt-Hebevorgang mit einer Traverse die gängige Praxis, um Biegemomente zu kontrollieren.
Vor Ort werden die Platten per Kran direkt auf Tragbalken, Wänden oder Konsolen montiert. Die Lagerlänge an jedem Ende muss in der Regel Mindestanforderungen erfüllen 75 mm auf Stahl- oder Betonfertigteilstützen und 100 mm auf Mauerwerk oder Ortbeton — um eine ausreichende Lastübertragung sicherzustellen und ein Abplatzen der Enden unter Betriebslasten zu verhindern. Um die Kontaktspannung zu verteilen und Maßtoleranzen auszugleichen, werden Neopren- oder Mörtellagerpolster verwendet.
Verfugen von Längsfugen
Benachbarte Hohlkörperplatten in einem Boden werden durch Verfugen der Längsfugen zwischen den Elementen verbunden. Der Fugenmörtel – typischerweise eine Portlandzementmischung mit einem niedrigen Wasser-Zement-Verhältnis – füllt die konische oder keilförmige Fuge und überträgt nach dem Aushärten die horizontale Scherung zwischen den Einheiten, sodass der Boden als Membran fungieren kann. Bei seismischen Auslegungen ist diese Membranwirkung entscheidend für die Verteilung von Seitenkräften auf das vertikale Struktursystem. Der Mörtel wird oft mit Längsankern verstärkt, die in den offenen Kernen an den Rändern platziert und eingemörtelt werden, wodurch eine Kontinuitätsverstärkung über die Fuge hinweg gewährleistet wird.
Die Präzision der Längsfuge hängt teilweise davon ab, wie genau die Kantenform beim Gießen eingehalten wurde – ein weiterer Punkt, an dem Schalungsmagnete und entsprechendes magnetisches Befestigungszubehör haben direkten Einfluss auf die Qualität des verlegten Bodens. Eine Form, die sich während des Gießens auch nur um 3–5 mm bewegt, kann zu einer Fugengeometrie führen, die sich nur schwer vollständig verfugen lässt und Hohlräume hinterlässt, die die Scherübertragung und den Wasserwiderstand verringern.
Ortbetonbelag
Viele Hohlkernplattenböden sind mit einer strukturellen Ortbetonauflage ausgestattet, die typischerweise 50–75 mm dick ist und nach der Installation über die Fertigteilelemente gegossen wird. Dieser Belag dient mehreren Zwecken:
- Es ebnet die Bodenoberfläche und gleicht die unterschiedliche Wölbung zwischen benachbarten Platten aus
- Durch die Verbindung aller Einheiten mit einer durchgehenden verstärkten Platte entsteht eine robuste Membran
- Es ermöglicht die Integration von Estrich, Fußbodenheizung oder Haustechnik in die Belagtiefe
- Bei Verbundkonstruktion erhöht es die Bautiefe und Belastbarkeit des Bodens
Die Oberseite von Hohlkernplatten, die durch Extrusion hergestellt werden, wird absichtlich rau belassen – der Extrusionsprozess hinterlässt eine gewellte oder gestreifte Textur, die für eine mechanische Verbindung der Oberfläche sorgt. Nassgusseinheiten erfordern eine Oberflächenvorbereitung (normalerweise Kugelstrahlen oder mechanisches Aufrauen), um eine gleichwertige Haftfestigkeit zu erreichen, was einen zusätzlichen Produktionsschritt und die damit verbundenen Kosten mit sich bringt.
Nachhaltigkeit und Materialeffizienz von Hohlbetonplatten
Die Bauindustrie steht unter wachsendem Druck, den CO2-Ausstoß und den Materialverbrauch zu reduzieren. Hohlkernbetonplatten schneiden in mehreren Nachhaltigkeitskennzahlen im Vergleich zu alternativen Bodensystemen gut ab, insbesondere wenn der gesamte Lebenszyklus berücksichtigt wird.
Reduziertes Beton- und Stahlvolumen
Durch die Entfernung des Betons aus der Kernzone, wo er nur wenig zur Biegefestigkeit beiträgt, wird die Herstellung von Hohlkernen genutzt 30–45 % weniger Beton pro Quadratmeter als eine gleichwertige Massivplatte bei gleicher Spannweite und Tragfähigkeit. Durch die Verwendung von hochfestem Spannstahl (1.860 MPa) anstelle der konventionellen Weichstahlbewehrung (500 MPa) wird auch das Gesamtgewicht des Stahls pro Flächeneinheit deutlich reduziert: Bei einer Hohlkerndecke dürfen nur 2–4 kg/m² Spannlitze eingesetzt werden, im Vergleich zu 8–15 kg/m² Bewehrungsstab bei einer herkömmlichen, für die gleiche Leistung ausgelegten Betonstahlplatte.
Diese Materialreduzierung reduziert direkt den verkörperten Kohlenstoff der Bodenstruktur. Branchenzahlen deuten darauf hin, dass eine typische 265-mm-Hohlkernplatte einen Kohlenstoffanteil von etwa 100 % aufweist 100–130 kg CO₂e/m² , im Vergleich zu 160–200 kg CO₂e/m² für eine vor Ort massive Flachplatte mit ähnlicher Tragfähigkeit.
Fabrikproduktion und Abfallreduzierung
Die Produktion im Werk unter kontrollierten Bedingungen minimiert Materialverschwendung durch Überbestellungen, Verschüttungen und Nacharbeiten. In einem gut geführten Fertigteilwerk fallen in der Regel 1–3 % des Produktionsvolumens an Betonabfällen an, im Vergleich zu 5–10 % oder mehr an einem herkömmlichen Standort vor Ort. Durch den Einsatz von Schalungsmagneten und wiederverwendbaren Stahlschalungen wird der Schalungsabfall weiter reduziert; Eine hochwertige Stahlschalung mit magnetischer Verankerung kann für Tausende von Produktionszyklen wiederverwendet werden, wohingegen eine Holzschalung auf einer Baustelle in der Regel nach wenigen Einsätzen entsorgt wird.
Überlegungen zum Lebensende
Am Ende ihrer Lebensdauer können Hohlbetonplatten abgebaut und als Zuschlagstoff für den Straßenunterbau, Füllmaterial oder – in fortgeschritteneren Recyclingströmen – zu Betonzuschlagstoff wiederverarbeitet werden. Der Spannstrang kann als Stahlschrott zurückgewonnen und recycelt werden. Keiner der beiden Prozesse ist perfekt und ein Teil des Kohlenstoffs geht beim Abriss und beim Transport verloren, aber die relative Einfachheit der Materialzusammensetzung (Beton plus Stahl) macht Hohlkernplatten einfacher zu recyceln als Verbundsysteme mit mehreren verbundenen Materialien.
Häufige Anwendungen und Projektbeispiele
Hohlkernbetonplatten werden für ein breites Spektrum von Gebäudetypen und Infrastrukturanwendungen eingesetzt. Ihre Vielseitigkeit ergibt sich aus der großen Auswahl an verfügbaren Tiefen, der Möglichkeit zur Aufnahme von Hausdurchdringungen und einbetonierten Befestigungen (die bei der Herstellung mithilfe magnetischer Schalungsanker präzise positioniert werden) und ihrer Kompatibilität mit einer Vielzahl von Tragkonstruktionen.
Mehrstöckige Wohngebäude
Im Wohnungsbau sind 200–265 mm dicke Hohlkernplatten mit einer Spannweite von 5–9 m zwischen tragenden Wänden oder Balken eine Standardspezifikation in den Niederlanden, Skandinavien, Mitteleuropa und dem Vereinigten Königreich. Ein 15-stöckiger Wohnblock mit vorgefertigten Hohlkernböden kann ab dem Erdgeschoss in 8–12 Wochen wasserdicht sein, verglichen mit 20–30 Wochen bei einer entsprechenden Ortbetonkonstruktion. Der regelmäßige Grundriss von Wohngebäuden passt besonders gut zum einheitlichen Breiten- und Standardspannweitenbereich von Hohlkörperelementen.
Gewerbliche Bürogebäude
Bürogebäude erfordern größere Spannweiten für die Flexibilität offener Räume, typischerweise 9–14 m. Tiefe Hohlkörperdecken (320–400 mm) mit hoher Vorspannung sind für die Aufnahme von Nutzlasten von 3,5–5,0 kN/m² über diese Spannweiten ohne Nebenträger ausgelegt. Die freigelegte Untersicht von Hohlkernplatten – die aufgrund des Extrusions- oder Nassgussverfahrens von Natur aus flach und glatt ist – wird zunehmend als Designmerkmal sichtbar gelassen, wodurch die Kosten für abgehängte Decken vermieden und thermische Massevorteile erzielt werden, die die Spitzenkühllasten in gut konzipierten, natürlich belüfteten oder gemischten Gebäuden um 15–25 % reduzieren.
Parkplätze
Parkhäuser stellen eine der anspruchsvollsten Umgebungen für Betonfertigteile dar: Spannweiten von 15–18 m sind üblich, konzentrierte Radlasten können 30–60 kN pro Achse erreichen und die Struktur ist Tausalzen, Frost-Tau-Wechseln und Feuchtigkeit ausgesetzt. Typischerweise werden Hohlkernplatten in Parkhäusern eingesetzt 400–500 mm tief , hergestellt mit hohen Betonqualitäten (C50/60 oder höher) und niedrigen Wasser-Zement-Verhältnissen, um die Haltbarkeit zu maximieren. Die dünnen Stege zwischen den Kernen erfordern eine sorgfältige Gestaltung der Betonmischung – niedrige maximale Zuschlagstoffgröße, ausreichende Verarbeitbarkeit – und eine präzise Verdichtung, die durch die kontrollierte Produktionsumgebung und die Qualitätskontrollsysteme des Fertigteilwerks erleichtert wird.
Industrie- und Lagergebäude
In Lagerhallen, Vertriebszentren und Produktionsanlagen werden Hohlkernplatten in Zwischengeschossen, erhöhten Laderampen und bodengestützten Böden auf Pfahlköpfen verwendet. Bei diesen Anwendungen reduziert die Möglichkeit, eingegossene Hebesockel, Ankerschienen für Regalsysteme und elektrische Leitungen vorzuinstallieren – alles mithilfe magnetischer Schalungsanker während der Anlagenproduktion positioniert – die Befestigungskosten vor Ort und das Programmrisiko erheblich.
Qualitätskontrolle und Standards für Hohlbetonplatten
In Europa hergestellte Hohlbetonplatten müssen diesen Anforderungen genügen EN 1168:2005 A3:2011 — die harmonisierte Produktnorm für Betonfertigteilplatten. Diese Norm legt Leistungsanforderungen für strukturellen Widerstand, Feuerwiderstand, gefährliche Stoffe, Maßtoleranzen und akustische Leistung sowie Anforderungen für die werkseigene Produktionskontrolle, Prüfung und CE-Kennzeichnung fest.
Zu den wichtigsten Maßtoleranzen gemäß EN 1168 gehören:
- Länge: ±20 mm für Platten bis 6 m; ±0,3 % der Länge für Platten über 6 m
- Breite: ±5 mm
- Tiefe: ±5 mm
- Geradheit: ≤L/600, maximal 20 mm
- Rechtwinkligkeit der Enden: ≤10 mm
- Überhöhung: 15/−5 mm für Platten bis 12 m
Die konsequente Einhaltung dieser Toleranzen hängt von der Qualität der gesamten Produktionskette ab – von der Mischungsgestaltung und Betondosierung über die Genauigkeit der Strangspannung bis hin zur Schalungseinstellung und Nachprüfung des Gusses. Der Einsatz von Schalungsmagneten und zugehörigen magnetischen Positionierungssystemen trägt zur Maßgenauigkeit bei, indem die Positionsabweichung, die bei herkömmlichen verschraubten Formen unter Vibration auftritt, eliminiert wird und eine schnelle und präzise Neupositionierung bei geänderten Grundrissen ermöglicht wird.
Über Maßtoleranzen hinaus erfordern EN 1168 und die unterstützenden Eurocode-Konstruktionsnormen (EN 1992-1-1, EN 1992-1-2) eine detaillierte strukturelle Überprüfung, die Biegung, Scherung, Durchstanzen, Endverankerung und Feuerwiderstand umfasst. Der Entwurfsprozess für einen Hohlkernboden umfasst die Bestimmung der maximalen Spannweite für die erforderliche Last, die Auswahl der geeigneten Plattentiefe und Litzenanordnung aus den Lasttabellen des Herstellers, die Überprüfung der Lagerlänge, die Überprüfung der Membranwirkung des Injektionsbodens und die Koordinierung von Servicedurchdringungen mit dem Statiker.
Vergleich von Hohlkernplatten mit alternativen Bodensystemen
Die Wahl zwischen Hohlbetonplatten und konkurrierenden Bodensystemen erfordert eine Abwägung der strukturellen Leistung, der Programmgeschwindigkeit, der Kosten, der Nachhaltigkeit und der Standortbeschränkungen. Kein einzelnes System gewinnt bei jedem Kriterium, aber Hohlplatten haben in bestimmten Szenarien klare Vorteile.
| Kriterium | Hohlkernplatte | In-situ-Flachplatte | Verbundstahldeck | Massive Fertigteilplatte |
|---|---|---|---|---|
| Typischer Spannenbereich | 6–20 m | 5–12 m | 3–9 m (Deck)-Träger | 3–7 m |
| Gewicht (selbst) | Niedrig–Mittel | Hoch | Niedrig–Mittel | Hoch |
| Installationsgeschwindigkeit | Sehr schnell | Langsam (Schalung, Aushärtung) | Schnell | Schnell |
| Feuerwiderstand (kein zusätzlicher Schutz) | REI 60–240 | REI 60–180 | Typischerweise REI 30–60 | REI 60–180 |
| Materialeffizienz | Hoch | Niedrig | Mittel | Niedrig |
| Akustische Leistung | Gut (mit Estrich) | Gut | Mittelmäßig (Behandlung erforderlich) | Gut |
| Service-Integration | Mittel (cores usable) | Hoch (flexible) | Hoch | Niedrig |
Die Kerne selbst bieten einen nützlichen Vorteil für die Gebäudetechnik: In einigen Entwurfsansätzen werden die Längshohlräume als Luftkanäle zum Heizen, Kühlen oder Belüften genutzt, wobei klimatisierte Luft durch die Platte geleitet wird, um sowohl den genutzten Raum zu versorgen als auch die thermische Masse des Betons zum Temperieren zu nutzen. Dieser Ansatz des Thermally Activated Building System (TABS) wurde in zahlreichen Büroprojekten in Mitteleuropa implementiert und führte zu einer messbaren Reduzierung des Spitzenkühlungsbedarfs um bis zu 30–40 % im Vergleich zu herkömmlichen luftseitigen Systemen.
Praktische Überlegungen für Planer und Auftragnehmer
Die Spezifikation oder Beschaffung von Hohlbetonplatten erfordert eine frühzeitige Zusammenarbeit mit dem Hersteller im Entwurfsprozess. Im Gegensatz zu Ortbeton, der vor Ort angepasst werden kann, werden Hohlplatten bereits im Werk maßhaltig festgelegt. Änderungen nach der Produktion – Ausschnitte, zusätzliche Befestigungen, Verstärkungsmodifikationen – sind technisch möglich, aber kosten- und zeitaufwändig. Der richtige Informationsfluss bereits in der Entwurfsphase ist von entscheidender Bedeutung.
In der Entwurfsphase erforderliche Informationen
- Strukturelle Lasten: Eigengewicht, überlagerte Eigenlasten (Estrich, Trennwände, Oberflächen), auferlegte Lasten (Belegungskategorie) und alle Einzellasten von Anlagen, Lagern oder Verkleidungsbefestigungen
- Klare Spannweiten- und Lagerbedingungen an jeder Stütze, einschließlich aller nicht parallelen Stützen oder schräger Geometrie
- Für die Bodenzone ist eine Feuerwiderstandsklasse erforderlich
- Lage, Größe und Rahmen aller Versorgungsdurchdringungen, einschließlich MEP-Muffen, Entwässerungsrohre, durch den Boden verlaufende Struktursäulen und Aufzugsschachtöffnungen
- Erforderliche eingegossene Befestigungen: Ankerschienen, Hebehülsen, Zurrbolzen, Leitungsstutzen – alle werden mit magnetischen Schalungsankern positioniert und während der Produktion im Werk eingegossen
- Akustische Leistungsanforderungen, insbesondere für Wohn- oder Mischnutzungsprojekte, bei denen Tritt- und Luftschall den gesetzlichen Standards entsprechen müssen
- Durchbiegungsgrenzen und Wölbungserwartungen, insbesondere wenn spröde Oberflächen (Fliesen, Terrazzo) direkt auf die Plattenoberfläche aufgetragen werden
Standortkoordination für die Installation
Vor Ort erfordert die Installation von Hohlkernplatten die Koordination der Krankapazität, der Zugangswege, der temporären Abstützung (falls aufgrund der Tragwerksplanung erforderlich) sowie der Reihenfolge der Injektionen, Aufgüsse und strukturellen Verbindungsdetails. Die Krankapazität ist oft die entscheidende Einschränkung : Eine 400 mm dicke Hohlkernplatte mit einer Länge von 12 m und einer Breite von 1,2 m wiegt etwa 5.000–5.500 kg. Auf einem beengten städtischen Gelände, wo die Reichweite des Krans die Tragfähigkeit verringert, kann dies eine Verringerung der Plattenlänge oder die Spezifikation einer leichteren Einheit erforderlich machen – eine Entscheidung, die sich auf die Spannweite, die Last und die Konstruktion der Stützstruktur auswirkt.
Das Verfugen von Fugen sollte genau nach den Herstellerangaben erfolgen. Die Verwendung eines zu nassen Fugenmörtels führt zu einer porösen, schwachen Fuge, die zu Rissen neigt. Wenn es zu trocken ist, füllt es das konische Fugenprofil möglicherweise nicht vollständig aus und hinterlässt Hohlräume. Fugeninjektionen auf großen Bodenflächen sollten als kontinuierlicher Vorgang mit ausreichend Personal und Mischkapazität geplant werden, um Kaltfugen innerhalb eines Fugendurchgangs zu vermeiden.
Überprüfungen nach der Installation
Nach der Installation und dem Verfugen sollte der fertige Hohlkernboden auf Folgendes überprüft werden:
- Differenzialsturz zwischen benachbarten Einheiten – innerhalb von ±5 mm ohne Überschreitung akzeptabel; Wenn der Estrich größer ist, kann eine zusätzliche Estrichtiefe erforderlich sein, um eine ebene Oberfläche zu erreichen
- Vollständigkeit der Fugen in allen Längs- und Querfugen
- Angemessene Endlagerung an allen Stützen
- Zustand der eingegossenen Einsätze – alle beschädigten oder falsch positionierten Einsätze sollten gemeldet und behoben werden, bevor ein Belag oder eine Endbearbeitung angebracht wird
- Keine Handhabungsschäden: Risse an den Plattenenden, Abplatzungen an den Auflageflächen oder Längsrisse in den Stegen, die auf Transport- oder Montageschäden hinweisen könnten
Innovationen in der Hohlplattentechnologie und magnetischen Schalungssystemen
Die Betonfertigteilindustrie entwickelt sowohl das Hohlplattenprodukt als auch die zu seiner Herstellung verwendeten Produktionssysteme kontinuierlich weiter. Für diejenigen, die langfristige Entscheidungen über Infrastrukturinvestitionen treffen, sind mehrere Bereiche der aktiven Entwicklung erwähnenswert.
Ultrahochleistungsbeton in der Hohlkernfertigung
In mehreren europäischen und asiatischen Forschungsprogrammen wird derzeit an Ultrahochleistungsbeton (UHPC) für Hohlkernanwendungen geforscht. UHPC-Mischungen mit Druckfestigkeiten von 150–200 MPa ermöglichen eine weitere Reduzierung der Bahndicke, wodurch das Eigengewicht bei gleichbleibender Scherfestigkeit verringert wird. Die Produktionsherausforderung besteht darin, dass UHPC nicht mit Standard-Extrusionsgeräten kompatibel ist – die Faserverstärkung und die Mischungsviskosität erfordern modifizierte Gießverfahren – und die Rolle von Schalungsmagnete and precision magnetic formwork systems Bei der Positionierung der dünneren Formen mit höherer Genauigkeit wird die Positionierung noch wichtiger.
Automatisierung und Robotik im Schalungsbau
Mehrere Hersteller von Fertigteilgeräten bieten mittlerweile robotische Schalungssetzsysteme an, die das Elementlayout aus einem BIM-Modell lesen und Seitenschalungen, Endanschläge und Einsätze automatisch auf der Palettenoberfläche positionieren. Bei diesen Systemen werden in der Regel Portalroboter mit Bildverarbeitungssystemen eingesetzt, um Schalungskomponenten aufzunehmen und zu platzieren Schalungsmagnete Als endgültiger Befestigungsmechanismus positioniert der Roboter das Formular und der Magnetanker wird aktiviert, um es an Ort und Stelle zu fixieren. Erste Anwender dieser Systeme berichten von einer Formeinstellgenauigkeit von ±1–2 mm und Zykluszeiten, die deutlich unter der manuellen Einstellung liegen, bei gleichbleibender Qualität und geringerer Ermüdung des Bedieners.
Digitale Integration und intelligente Produktion
Moderne Fertigteilwerke integrieren zunehmend die Technologie des digitalen Zwillings – ein virtuelles Echtzeitmodell der Produktionshalle – mit Qualitätskontrollsystemen, Bestandsverwaltung und Logistik. Jedem Element wird am Produktionsort ein eindeutiger QR-Code oder RFID-Tag zugewiesen, der seine digitale Aufzeichnung mit der spezifischen Betoncharge, der Strangcharge, den magnetfixierten Einsatzpositionen und den Ergebnissen der Maßprüfung verknüpft. Diese Rückverfolgbarkeit wird zunehmend von Hauptauftragnehmern und Kunden bei komplexen Projekten gefordert, bei denen eine strukturelle Zuverlässigkeit über die geplante Lebensdauer des Gebäudes von 50 bis 100 Jahren erforderlich ist.
Die Präzision der magnetischen Schalungsbefestigung – kombiniert mit der Laserscan-Qualitätsprüfung des fertigen Elements vor dem Versand – ist Teil dieser digitalen Qualitätskette. Eine Platte, die alle Maßprüfungen, Betonfestigkeitsaufzeichnungen und Sichtprüfungen besteht, wird mit einem vollständigen Produktionsprotokoll versandt, auf das per QR-Scan vor Ort zugegriffen werden kann, sodass der Bauingenieur oder Gebäudeeigentümer die Konformität überprüfen kann, ohne sich ausschließlich auf Papierzertifikate verlassen zu müssen.








