
Was Bewehrungsdraht tatsächlich im Betonfertigteilbau bewirkt
Bewehrungsdraht hält Bewehrungsstahlkörbe während der Betoneinbringung und -aushärtung zusammen. Bei der Betonfertigteilproduktion hört diese Aufgabe nicht beim Gießen auf – sie wirkt sich direkt darauf aus, ob ein Hebesystem für Betonfertigteile sicher funktioniert, wenn das Element das Gießbett verlässt. Ein schlecht befestigter Käfig verschiebt sich unter Vibrationen, führt dazu, dass die Bewehrungsstäbe nicht richtig positioniert sind und die Einbettungstiefe der einbetonierten Transportanker verringert wird. Das Ergebnis ist ein Hebeeinsatz, der seine Nennlast nicht tragen kann.
Die kurze Antwort: Bewehrungsdraht ist ein strukturelles Stützwerkzeug und nicht nur ein Haushaltsmaterial. In Fertigteilwerken, die Wandpaneele, Doppel-T-Stücke, Stützen und Träger herstellen, beeinflussen die Drahtstärke, das Verdrillungsmuster und der Ankerabstand, ob der Bewehrungskorb während des gesamten Gießzyklus den Designtoleranzen entspricht. Ein Käfig, der sich nur 10 mm von seiner vorgesehenen Position entfernt, kann die Abdeckung über einem Hebeösenanker beeinträchtigen und die effektive Auszugskapazität messbar verringern.
Dieser Artikel behandelt das Gesamtbild: Drahttypen und -spezifikationen, wie Verbindungsdraht mit vorgefertigten Hebebeschlägen interagiert, praktische Verbindungsmuster für verschiedene Elementgeometrien, Lastdaten, die vor Ort wichtig sind, und das Compliance-Framework, das sowohl die Drahtauswahl als auch die Konstruktion des Hebesystems regelt.
Arten von Bewehrungsbinderdrähten und ihre Spezifikationen
Nicht jeder Verbindungsdraht ist gleich. Die Unterschiede zwischen den Produkten sind von Bedeutung, wenn Sie in einer Fertigteilform arbeiten, in der die Toleranzen eng sind und der Bewehrungskorb seine Geometrie unter dem Druck eines Betongusses beibehalten muss, der eine Fließgeschwindigkeit von mehreren Kubikmetern pro Minute erreichen kann.
Schwarzgeglühter Kabelbinder
Schwarz geglühter Draht ist der weltweit am häufigsten verwendete Bewehrungsdraht. Es wird durch Ziehen von kohlenstoffarmem Stahldraht und anschließendes Glühen bei Temperaturen zwischen 650 °C und 750 °C hergestellt, um die beim Ziehvorgang verlorene Duktilität wiederherzustellen. Der Glühvorgang hinterlässt eine dunkle Oxidoberfläche – daher „schwarz“ – und macht den Draht weich genug, um ihn leicht von Hand oder mit einer Kabelbinderpistole zu verdrehen, ohne zu reißen.
Die bei Fertigteilarbeiten verwendeten Standardstärken reichen von 16 Gauge (1,6 mm Durchmesser) bis 18 Gauge (1,2 mm Durchmesser) . Die Zugfestigkeit liegt typischerweise zwischen 350 MPa und 550 MPa. Die Bruchdehnung beträgt normalerweise 20 % oder mehr, wodurch sich der Draht sauber um sich kreuzende Stäbe wickeln kann, ohne zu brechen. Üblicherweise sind Spulengewichte von 1 kg, 5 kg und 25 kg erhältlich, wobei 25 kg der Standard für Produktionslinien in Fertigteilwerken ist.
Verzinkter Kabelbinder
Verzinkter Verbindungsdraht trägt eine Zinkbeschichtung, die entweder durch Feuerverzinken oder Elektroverzinken aufgebracht wird. Feuerverzinkter Draht hat eine Schichtdicke von 45 bis 85 Mikrometer , während galvanisch verzinkter Draht mit 5 bis 25 Mikrometer dünner ist. In Betonfertigteilen, die für Meeresumgebungen, Küstenstrukturen oder Infrastrukturen, die Tausalzen ausgesetzt sind, vorgesehen sind, wird verzinkter Draht spezifiziert, um Rostflecken zu verhindern, die auf die Oberfläche von Architekturelementen durchschlagen können.
Verzinkter Draht ist steifer als schwarz geglühter Draht gleicher Stärke. Beim manuellen Binden stellt dies kein Problem dar, kann jedoch bei automatischen Bindepistolen, die für weicheren Draht kalibriert sind, zu Problemen führen. Um die Maschinenkompatibilität aufrechtzuerhalten, verzichten Bediener häufig auf eine Stärke – von 16 auf 18 –, wenn sie auf verzinkten Draht umsteigen.
Verbindungsdraht aus Edelstahl
Verbindungsdrähte aus Edelstahl der Güteklassen 304 und 316 werden in speziellen Fertigteilanwendungen verwendet, bei denen die langfristige Korrosionsbeständigkeit von entscheidender Bedeutung ist – Offshore-Strukturen, Wasseraufbereitungsanlagen und hochwertige Architekturpaneele, bei denen die Oberflächenqualität über Jahrzehnte hinweg einwandfrei bleiben muss. Rostfreier Draht ist härter als schwarz geglühter Draht; Zugfestigkeit überschreiten kann 700 MPa . Das Binden von Hand ist anspruchsvoller und Handschuhe sind unerlässlich, da die Drahtenden schärfer sind und die Rückfederung ausgeprägter ist.
PVC-beschichteter Kabelbinder
PVC-beschichteter Draht wird gelegentlich bei Fertigteilarbeiten verwendet, bei denen das Drahtende die Formfläche nicht berühren und keine Rostspuren auf der freiliegenden Oberfläche des Elements hinterlassen darf. Die Beschichtung sorgt für elektrische Isolierung und verhindert den direkten Metall-auf-Metall-Kontakt mit der Stahlschalung. Die typische Schichtdicke beträgt 0,3 mm bis 0,5 mm. Dies ist ein Nischenprodukt, aber es lohnt sich, es für architektonische Fertigteilprojekte zu kennen, bei denen die Oberflächenbeschaffenheit vertraglich vorgeschrieben ist.
| Drahttyp | Durchmesser (mm) | Zugfestigkeit (MPa) | Dehnung (%) | Typische Verwendung |
|---|---|---|---|---|
| Schwarz geglüht | 1,2 – 1,6 | 350 – 550 | ≥ 20 | Allgemeine vorgefertigte Strukturelemente |
| Verzinkt | 1,2 – 1,6 | 400 – 600 | 15 – 20 | Marine, Küste, architektonische Fertigteile |
| Edelstahl | 1,0 – 1,6 | 600 – 800 | 10 – 15 | Offshore, Wasseraufbereitung, erstklassige Architektur |
| PVC-beschichtet | 1,2 – 1,6 | 350 – 500 | ≥ 18 | Architekturplatten mit freiliegender Oberfläche |

Wie Bewehrungsdraht mit einem verbunden wird Hebesystem für Betonfertigteile
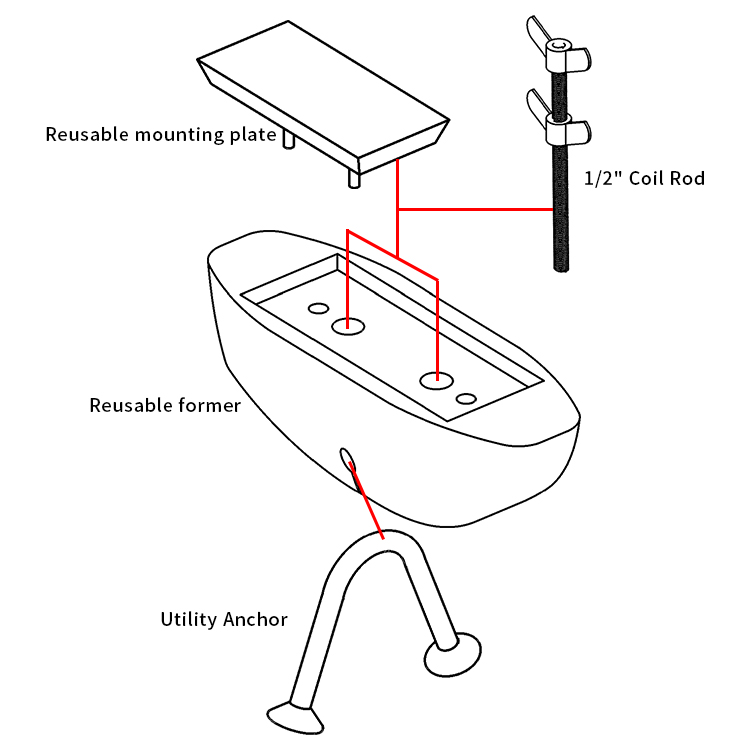
Ein Hebesystem für Betonfertigteile besteht aus einem aufeinander abgestimmten Satz von Komponenten: eingegossene Anker oder Schlaufen, die während der Herstellung eingebettet werden, Hebevorrichtungen wie Kupplungen oder Schäkel, Spreizbalken und der Kran oder das Hebezeug, das die Aufwärtskraft erzeugt. Was all dies im wahrsten Sinne des Wortes miteinander verbindet, ist der Bewehrungskorb, an dem die Anker befestigt sind. Bindedraht ist das Medium, durch das der Käfig seine Form behält, bis der Beton um die Anker herum gegossen wird.
Wenn sich ein Ankerpunkt vor oder während des Betonierens aus seiner Position bewegt, sind die Folgen nicht kosmetischer Natur. Eine Hebeschlaufe, die so konzipiert war, dass sie in einer Tiefe von 80 mm über der Oberfläche sitzt und in einer Tiefe von 55 mm endet, hat einen erheblichen Teil ihrer Ausziehkapazität verloren. Abhängig von der Betonmischung und der Elementgeometrie kann dies zu einer Verringerung der Tragfähigkeit führen 20 % bis 40 % . Bei einem 10 Tonnen schweren vorgefertigten Wandpaneel, das mit vier Ankern angehoben wird, besteht bei einem solchen Fehler die reale Gefahr, dass einer oder mehrere Anker unter den dynamischen Belastungen beim Heben versagen.
Einbetonierte Transportanker und ihre Befestigungsanforderungen
Die häufigsten einbetonierten Anker, die in einem Hebesystem für Betonfertigteile verwendet werden, sind:
- Aderendhülsen (kurze, oberflächenbündig eingegossene Gewindebuchsen)
- Spuleneinsätze (Spulenanker mit Gewinde zur Verwendung mit Spulenbolzen)
- Hebeschlaufen (von der Oberseite abstehende Draht- oder Bewehrungsschlaufen)
- Flache Plattenanker mit in die Platte eingelassenen Scherkeilen
- Schwenkplattenanker für multidirektionales Heben
Jedes davon muss vor dem Betonieren mechanisch am Bewehrungskorb befestigt werden. Bewehrungsdraht ist die Standardbefestigungsmethode. Ferrule-Einsätze werden normalerweise mit einer Achterschnur aus schwarzem, geglühtem 16-Gauge-Draht an benachbarte Stäbe gebunden, mindestens zweimal um die Einsatzbasis geführt und verdreht, bis sie fest sitzen. Hebeschlaufen werden an ihrer Basis befestigt, wo die Schlaufe aus dem Beton austritt – der Draht verhindert, dass die Schlaufe durch den Betondruck während der Vibration tiefer gedrückt wird.
Ankerhersteller legen in ihrer technischen Dokumentation Mindestanforderungen an Anker fest. Halfen, Meadow Burke, Pfeifer und Leviat veröffentlichen alle Installationsanleitungen, in denen beschrieben wird, wie viele Kabelbinder an welchen Stellen am Ankerkörper benötigt werden. Das Befolgen dieser Anleitungen ist nicht optional – es ist Teil der Garantie- und Haftungskette. Die Verwendung eines Drahtes mit der falschen Stärke, eine unzureichende Anzahl von Drehungen oder das Überspringen von Kabelbindern am Anker führt zum vollständigen Verlust der Nennkapazitätszertifizierung des Ankers.
Dynamische Belastungen beim Heben und warum die Integrität des Käfigs wichtig ist
Statisches Gewicht ist nur ein Teil der Geschichte. Ein Betonfertigteil, das mit einem Kran angehoben wird, erfährt dynamische Verstärkungsfaktoren, die die effektive Belastung jedes Ankers erhöhen. Die meisten Hebesysteme für Betonfertigteile basieren auf einem dynamischen Faktor von 1,3 bis 2,0 abhängig von den Aufzugsbedingungen. Ein 5-Tonnen-Element, das auf einer Baustelle unter idealen Bedingungen mit einem einzigen Anker angehoben wird, muss über eine Tragfähigkeit von mindestens 6,5 Tonnen verfügen, um einen dynamischen Faktor von 1,3 zu erfüllen – bevor ein Sicherheitsfaktor angewendet wird.
Dies bedeutet, dass die Bewegung des Käfigs während des Gießens, die durch losen oder fehlenden Bewehrungsdraht verursacht wird, zu einem Ausfallszenario des Hebesystems führen kann, selbst wenn der Anker für die berechnete Last richtig ausgewählt wurde. Ein gut befestigter Käfig ist kein Luxus, sondern eine Anforderung an den Lastweg.
Ankermuster für vorgefertigte Bewehrungskörbe
Die Art und Weise, wie der Bewehrungsdraht an den Kreuzungspunkten der Bewehrungsstäbe angebracht wird, beeinflusst die Käfigsteifigkeit, die Zeit, die zum Bau des Käfigs benötigt wird, und die Qualität der fertigen Baugruppe. Bei der Herstellung von Betonfertigteilen, bei denen es sowohl auf Produktionsgeschwindigkeit als auch auf Präzision ankommt, ist die Auswahl des Ankermusters eine praktische technische Entscheidung und nicht nur eine Gewohnheit in der Praxis.
Einfache Krawatte (Krawatte)
Die Snap-Krawatte ist die am schnellsten umzusetzende Krawatte. Der Draht wird diagonal um die Kreuzung geschlungen, die beiden Enden werden zusammengeführt und mit einem Haken oder einer Zange gedreht, bis der Draht in sich selbst eingreift. Die Gesamtzahl der Drehungen beträgt typischerweise zwei bis drei volle Umdrehungen. Dieser Anker eignet sich für nichttragende Innenkreuzungen in Platten und Wänden, bei denen die Hauptfunktion in der Käfigmontage und nicht in der präzisen Positionskontrolle besteht.
Achter-Krawatte
Der Achter- oder Sattelbinder wickelt den Draht in einem Achtermuster um beide Stangen an der Kreuzung. Dadurch entsteht eine stabilere Verbindung, die einer Drehung der Stäbe relativ zueinander widersteht. Es ist die bevorzugte Krawatte für Ankerbefestigungen und für Kreuzungen in der Nähe des Umfangs eines Fertigteilelements, wo der Betondruck während des Gießens am höchsten ist. Die Krawatte in Form einer Acht dauert etwa 30 % länger als eine Krawatte mit Druckknöpfen, bietet aber eine deutlich bessere Positionsstabilität.
Querbinder (doppelt gewickelt)
Ein Querbinder verdoppelt den Draht um die Kreuzung herum, bevor er verdreht wird. Dies wird an Stellen mit hoher Belastung verwendet – Ecken, Bereiche mit hohem Verkehrsaufkommen und Orte, an denen mehrere Stangen in der Nähe eines Transportankers zusammenlaufen. Einige Fertigteilspezifikationen erfordern Queranker an jedem dritten Schnittpunkt entlang der Umfangsstäbe, um die Käfiggeometrie während des Transports des zusammengebauten Käfigs von der Ankerstation zur Form beizubehalten. Dies ist wichtig für große Elemente wie Doppel-Abschläge und Stadion-Steigungen, bei denen der Korb vor der Platzierung mit einem Kran 20 bis 30 Meter weit verfahren werden kann.
Krawattenpistolen-Krawatten
Automatische Bindungspistolen wie die Max RB441T oder die Makita DTR180 setzen vorgeschnittene Drahtspulen ein und führen eine Bindung in weniger als einer Sekunde pro Kreuzung durch. Bei großen Fertigteilbetrieben verkürzt der Einsatz einer Ankerpistole die Ankerzeit um 60 % bis 70 % im Vergleich zum manuellen Binden, und die konstante Anzahl der Drehungen verbessert die Gleichmäßigkeit. Die Einschränkung besteht darin, dass Krawattenpistolen am besten auf flachen Matten funktionieren. Bei dreidimensionalen Käfiganordnungen mit engen Stababständen ist das Festbinden per Hand in überfüllten Zonen weiterhin erforderlich.
| Krawattenmuster | Relative Geschwindigkeit | Positionsstabilität | Beste Anwendung |
|---|---|---|---|
| Snap-Krawatte | Schnell | Mäßig | Schnittpunkte der Innenplatten |
| Acht | Mäßig | Hoch | Ankerbefestigungen, Begrenzungsstangen |
| Kreuzkrawatte | Langsam | Sehr hoch | Ecken, Hebeankerzonen |
| Krawattenpistole | Sehr schnell | Mäßig to High | Flachmattenmontage, Großserienfertigung |
Hebesystem für Betonfertigteile: Komponentenübersicht und Tragzahlen
Um ein Hebesystem für Betonfertigteile zu verstehen, muss man jede Komponente in der Lastkette verstehen, vom im Beton eingegossenen Anker bis zum Kranhaken an der Spitze. Jedes Glied dieser Kette muss für die gleiche Mindestlast ausgelegt sein. Ein schwaches Glied irgendwo im System definiert die sichere Kapazität des Systems.
Eingegossene Anker
Einbetonierte Anker sind die Grundlage jedes Hebesystems für Betonfertigteile. Ihre Tragfähigkeit hängt von der Betondruckfestigkeit zum Zeitpunkt des Hebens, der Ankereinbettungstiefe, dem Randabstand, dem Abstand zwischen den Ankern und dem Winkel der aufgebrachten Last ab. Die meisten Hersteller veröffentlichen Belastungstabellen für Betondruckfestigkeiten von 20 MPa, 25 MPa, 30 MPa und 40 MPa. Ein typischer Transportanker mit einer Nennleistung von 5 Tonnen Arbeitslastgrenze (WLL) in 30 MPa Beton kann auf 3,5 Tonnen herabgesetzt werden, wenn der Hub erfolgt, während der Beton erst 20 MPa erreicht hat.
Deshalb prüfen Fertigteilwerke immer die Betonfestigkeit, bevor sie Elemente zum Heben freigeben. Die zerstörungsfreie Prüfung mit einem Schmidt-Hammer oder die Ausziehprüfung der neben dem Element ausgehärteten Begleitwürfel liefern die Festigkeitsdaten, die zur Bestätigung der Ankerkapazität erforderlich sind.
Hebekupplungen und Haken
Hebekupplungen verbinden den Kranhaken oder die Traverse mit dem einbetonierten Anker. Bei Gewindeeinsätzen wird vor dem Heben eine passende Gewindekupplung eingerückt und verriegelt. Bei Hebeschlaufen verläuft ein Haken oder Schäkel durch die Schlaufe. Kupplungen müssen mit dem Ankersystem kompatibel sein – die Verwendung einer Kupplung aus der Produktfamilie eines anderen Herstellers kann die Nennverbindungskapazität um bis reduzieren 50 % weil sich die Lastübertragungsgeometrie zwischen Kupplungskörper und Ankerkopf ändert.
Spreizbalken
Spreiztraversen kommen dann zum Einsatz, wenn ein Fertigteil über mehrere Anschlagpunkte verfügt und der Kranhaken die Last senkrecht und nicht schräg aufbringen muss. Die Winkel der Schlingen spielen eine enorme Rolle: Eine Schlinge mit zwei Beinen in einem eingeschlossenen Winkel von 60 Grad zwischen den Beinen erhöht die Belastung in jedem Bein um 15 % im Vergleich zur Vertikalen . Bei einem eingeschlossenen Winkel von 120 Grad trägt jedes Bein mehr als das Gewicht des Elements, da die Geometrie gegen das System wirkt. Spreizbalken verhindern dieses Problem, indem alle Schlingenbeine nahezu vertikal gehalten werden.
Für große Fertigteilelemente – Brückenträger mit einer Länge von mehr als 20 Metern, Stadionstege und große Fertigteilfassadenplatten – können Spreizträger speziell angefertigt werden, um sie an die Ankeranordnung eines bestimmten Elementtyps anzupassen. Diese speziell angefertigten Träger werden vor ihrer Inbetriebnahme kalibriert und einer Belastungsprüfung unterzogen.
Anschlagseile und Anschlagketten
Anschlagseile und Anschlagketten sind die flexiblen Verbindungen zwischen der Traverse und dem Kranhaken bzw. bei einfacheren Hebevorgängen direkt zwischen Anker und Haken. Beide sind nach WLL bewertet und unterliegen einer Leistungsminderung basierend auf der Anzahl der Beine und dem Winkel der Schlinge. Beim Heben von Fertigteilen Viersträngige Anschlagketten mit Aufhängegliedern sind üblich, da sie die Last gleichzeitig auf alle vier Anker verteilen und für asymmetrische Lasten angepasst werden können.
Berechnung der erforderlichen Kapazität eines Hebesystems für Betonfertigteile
Die Aufzugsplanung für Betonfertigteile ist eine Ingenieursaufgabe und keine Beurteilung des Standorts. Die Berechnungssequenz folgt einer definierten Logik, die mit der Masse des Elements beginnt und sich dann über dynamische Faktoren, Sicherheitsfaktoren und geometrische Leistungsminderung vorarbeitet, um die für jede Komponente im Hebesystem erforderliche Mindestnennkapazität zu ermitteln.
Schritt 1: Bestimmen Sie die Elementmasse
Normalbeton hat eine Dichte von ca 2400 kg/m³ . Leichtbetonmischungen, die in einigen Fertigteilanwendungen verwendet werden, können bis zu 1800 kg/m³ betragen. Die Elementmasse wird anhand von Konstruktionszeichnungen berechnet. Für ein 6 m langes, 3 m hohes und 200 mm dickes Wandelement aus Normalbeton: 6 × 3 × 0,2 × 2400 = 8640 kg, also ca. 8,6 Tonnen.
Schritt 2: Wenden Sie den dynamischen Faktor an
Der dynamische Faktor berücksichtigt die Beschleunigungskräfte beim Heben des Krans, einschließlich der Aufnahme vom Gussbett und der Positionierung. PCI (Precast/Prestressed Concrete Institute) und ähnliche Standards geben typischerweise einen dynamischen Faktor von an 1,5 für normale Hebebedingungen in einer Fertigteilwerksumgebung und bis zu 2,0 für Kranhebevorgänge mit horizontaler Bewegung über große Entfernungen oder Hebevorgänge bei windigen Bedingungen. Bei Anwendung von 1,5 auf die 8,6 Tonnen schwere Platte ergibt sich eine dynamische Belastung von 12,9 Tonnen.
Schritt 3: Wenden Sie den Sicherheitsfaktor an
Sicherheitsfaktoren für Hebesystemkomponenten werden durch Normen wie EN 13155 (nicht feste Lasthebevorrichtungen), AS/NZS 4991 und örtliche Kran- und Rigging-Vorschriften festgelegt. Für einbetonierte Anker und Kupplungen gilt ein Sicherheitsfaktor von 4:1 über Nennausfalllast wird üblicherweise verwendet, um zum WLL zu gelangen. Dies ist bereits in der veröffentlichten WLL-Tabelle des Ankerherstellers integriert. Die Aufgabe des Planers besteht also darin, sicherzustellen, dass die veröffentlichte WLL die dynamische Last überschreitet.
Schritt 4: Berücksichtigen Sie die Anzahl der Ankerpunkte und die Lastverteilung
Die dynamische Belastung von 12,9 Tonnen wird auf alle aktiven Ankerpunkte verteilt. Wenn das 8,6 Tonnen schwere Wandpaneel vier symmetrisch angeordnete Anker verwendet, trägt jeder Anker theoretisch 3,2 Tonnen. In der Praxis der Hebesystemtechnik wird jedoch berücksichtigt, dass eine perfekte Lastverteilung über vier Punkte aufgrund von Toleranzen bei der Ankerplatzierung und der Kranhakenpositionierung unwahrscheinlich ist. Eine gängige konservative Annahme ist, dass jeweils nur drei von vier Ankern eine Last tragen, was bedeutet, dass jeder Anker dafür ausgelegt sein muss 12,9 / 3 = 4,3 Tonnen WLL .
Praktische Anbringung von Kabelbindern rund um Transportanker
Das korrekte Anbringen des Bewehrungsdrahtes rund um Transportanker erfordert mehr Sorgfalt als das Binden von Standard-Stabkreuzungen. Der Anker ist ein belastungskritisches Bauteil und seine Position relativ zur Betonoberfläche und zur umgebenden Bewehrung muss exakt sein.
Verfahren zum Abbinden des Ferruleneinsatzes
Zwingeneinsätze sind zylindrische oder konische Gewindehülsen, die bündig mit der Betonoberfläche abschließen. Sie bestehen typischerweise aus Sphäroguss oder Stahl und verfügen über einen angeschweißten Grundflansch oder Bewehrungsstab zur Verankerung in der Betonmasse. Das Verfahren zum Binden von Drähten für einen Aderendhülseneinsatz ist:
- Positionieren Sie den Einsatz an der richtigen Stelle auf der Formfläche und stellen Sie sicher, dass die Gewindeöffnung mit einem Schaumstoffstopfen verschlossen ist, um das Eindringen von Beton zu verhindern.
- Führen Sie eine Schlaufe aus schwarzem, geglühtem 16-Gauge-Draht durch die Basisbefestigung des Einsatzes und um die nächstgelegene Längsstange.
- Fügen Sie eine zweite Bindedrahtschlaufe um den nächstgelegenen Querstab senkrecht zur ersten hinzu.
- Drehen Sie beide Kabelbinder mit einem Hakenwerkzeug fest – mindestens drei volle Umdrehungen. Schneiden Sie den Schwanz auf 20 mm ab und biegen Sie ihn flach, um einen Kontakt mit der Formoberfläche zu vermeiden.
- Überprüfen Sie, ob der Einsatz bündig mit der Formfläche abschließt – weder hervorstehend noch vertieft –, bevor mit dem Gießen begonnen wird.
Verfahren zum Anbinden der Hebeschlaufe
Hebeschlaufen sind geformte Draht- oder Bewehrungsschlaufen, die über die Oberfläche eines Fertigteils hinausragen und an einer Krankupplung oder einem Schäkel befestigt werden. Ihre eingebetteten Beine müssen festgebunden werden, um zu verhindern, dass die Schlaufe beim Rütteln des Betons nach unten gedrückt wird.
- Positionieren Sie die Schlaufe an der Konstruktionsstelle, wobei die eingebetteten Schenkel parallel zu den Hauptbewehrungsstäben verlaufen oder diese kreuzen, wie in der Konstruktionszeichnung angegeben.
- Befestigen Sie jedes eingebettete Bein mit einem Achterband an mindestens zwei Punkten entlang jedes Beins am nächstgelegenen Bewehrungsstab.
- Wenn die Schlaufe über eine Grundplatte oder einen Spreizfuß verfügt, befestigen Sie die Platte mit Querbindern an mindestens zwei Stangen.
- Vergewissern Sie sich vor dem Gießen, dass die Höhe des Schleifenvorsprungs über der oberen Oberfläche mit der Zeichnung übereinstimmt.
Häufige Fehler, die es zu vermeiden gilt
- Verwendung von zu kleinem Draht (20 Gauge oder kleiner) für Ankerbefestigungen – der Draht dehnt sich unter Betonvibrationsdruck und ermöglicht Ankerbewegungen.
- Bindung nur an einen Stab, wenn zwei senkrechte Befestigungen angegeben sind – einachsige Einspannung ermöglicht Drehung.
- Zu starkes Verdrehen des Kabelbinders, bis er reißt – ein gebrochener Kabelbinder an einem Anker bietet keinerlei Rückhalt und muss vor dem Gießen ersetzt werden.
- Es bleiben lange Drahtenden zurück, die die Formoberfläche berühren – diese hinterlassen Oberflächenspuren und auf architektonischen Elementen nach dem Entformen sichtbare Rostflecken.
- Überspringen von Ankern an Ankern, die in der Form „stabil“ erscheinen – Betonvibrationen während der Verdichtung können selbst scheinbar stabile Hardware um mehrere Millimeter bewegen.
Standards und Konformität für Bewehrungsdraht- und Fertigteil-Hebesysteme
Sowohl Bewehrungsdraht als auch Hebesysteme für Betonfertigteile unterliegen technischen Normen. Die Einhaltung dieser Standards ist bei Bauprojekten nicht optional – sie ist Voraussetzung für Versicherungsschutz, behördliche Genehmigung und den Haftungsschutz des Herstellers. Die relevanten Standards variieren je nach Region, aber die wichtigsten Referenzen stimmen in ihren Anforderungen überein.
Normen für Bewehrungsdraht
- ASTM A82 / A82M (USA): Standardspezifikation für Stahldraht, blank, zur Betonbewehrung – gilt für den Draht, der bei der Herstellung von Verbindungsdrähten verwendet wird.
- BS EN 10218 (Europa): Stahldraht und Drahtprodukte – allgemeine Prüfmethoden, einschließlich Prüfung der Abmessungen und mechanischen Eigenschaften.
- GB/T 343 (China): Universeller Standard für kohlenstoffarme Stahldrähte, auf den sich chinesische Kabelbinderhersteller häufig beziehen.
- JIS G 3532 (Japan): Norm für kohlenstoffarmen Stahldraht, der den Draht abdeckt, aus dem Kabelbinderprodukte hergestellt werden.
Normen für Hebesysteme in Betonfertigteilen
- EN 13155:2003 A2:2009 : Nicht feste Lastaufnahmemittel – Sicherheitsanforderungen für in Europa verwendete einbetonierte Anker und Hebekupplungen.
- PCI-Designhandbuch 8. Auflage : Die wichtigste Referenz für die Konstruktion von Fertigbeton und Spannbeton in Nordamerika, einschließlich eines vollständigen Kapitels über Handhabung, Transport und Montage, das sich mit der Konstruktion von Hebesystemen befasst.
- AS 3850 (Australien): Baunorm für Kippbeton, die Anforderungen an Hebeeinsätze, erstklassige Stangen und die vor dem Heben erforderliche Mindestbetonfestigkeit enthält.
- OSHA 29 CFR 1926.753 (USA): Deckt den Einsatz von Kränen und Bohrtürmen im Baugewerbe ab, einschließlich Anforderungen an die Inspektion der Takelage und die Qualifikation des Bedieners, die für Fertigteilaufzüge gelten.
In der Praxis umfasst die Konformitätsdokumentation für einen Hebevorgang eines Fertigteils den Hebeplan des Elements, die WLL-Tabellen des Ankerherstellers mit Bezug auf die Betonfestigkeit des Elements, ein Prüfprotokoll der Ankerinstallation durch Dritte sowie die Zertifizierung der Kran- und Riggingausrüstung. Bewehrungsdraht ist Teil dieses Bildes durch das Käfiginspektionsprotokoll, das bestätigen sollte, dass alle Anker vor dem Betonieren gemäß den Spezifikationen befestigt wurden.
Schätzungen des Bewehrungsdrahtverbrauchs für Fertigteilprojekte
Projektmanager und Beschaffungsteams müssen den Drahtverbrauch von Bewehrungsbindern genau einschätzen, um Produktionsverzögerungen aufgrund von Materialknappheit zu vermeiden. Der Drahtverbrauch hängt vom Stababstand, dem Stabdurchmesser, der Elementdicke und dem verwendeten Verbindungsmuster ab. Die Branchen-Faustregel für standardmäßige Fertigteilarbeiten lautet: 8 bis 12 kg Bindedraht pro Tonne Bewehrungsstahl . Bei eng angeordneten Käfigen in Strukturelementen mit geringem Stababstand (100 mm Mittenabstand) kann der Verbrauch bis zu 15 kg pro Tonne betragen.
Arbeitsbeispiel: Herstellung von vorgefertigten Wandpaneelen
Ein Fertigteilwerk, das 50 Wandpaneele pro Woche mit jeweils 180 kg Bewehrungsstahl produziert, verbraucht 50 × 180 = 9000 kg Bewehrungsstahl pro Woche. Bei einem Verbrauch von 10 kg Ankerdraht pro Tonne Bewehrungsstahl beträgt der wöchentliche Ankerdrahtbedarf 90 kg . Bei 25-kg-Spulen sind das etwa 4 Spulen pro Woche. Die meisten Fertigteilwerke verfügen über einen Puffervorrat von zwei bis vier Wochen, so dass der Bestand für dieses Produktionsvolumen 8 bis 16 Spulen schwarzen geglühten Drahtes der Stärke 16 betragen würde.
Bei der Einführung von Bindepistolen steigt der Verbrauch leicht an, da die Maschine eine gleichmäßige Verdrillung mit einer definierten Drahtlänge pro Kabelbinder anwendet und der Bediener tendenziell mehr Knotenpunkte bindet, als es ein manueller Bindearbeiter in derselben Zeit tun würde. Planen Sie für a Steigerung um 10 bis 15 % Senkung des Drahtverbrauchs beim Übergang vom manuellen Binden zum Binden mit einer Bindepistole.
Kontrollpunkte zur Qualitätskontrolle vor dem Anheben eines Fertigteils
Bevor ein vorgefertigtes Element das Betonierbett verlässt, ist ein systematischer Qualitätskontrollprozess erforderlich, der sowohl die Arbeit an Bewehrungsstäben als auch die Komponenten des Hebesystems umfasst. Die folgende Checkliste spiegelt wider, was gut geführte Fertigteilwerke tun, bevor sie ein Element zum Heben freigeben.
Vor dem Betonieren
- Alle Transportanker werden an den angegebenen Stellen mit der angegebenen Drahtstärke und dem angegebenen Ankermuster am Käfig befestigt.
- Ankerpositionen anhand der Konstruktionszeichnung überprüft – horizontale und vertikale Positionen innerhalb einer Toleranz von ±5 mm.
- Auf allen Gewindeeinsätzen sind Schaumstoffstopfen oder Kunststoffkappen angebracht.
- Abdeckungsabstandshalter (Stühle und Krawattenabstandshalter) werden im richtigen Abstand installiert, um die Abdeckungstiefe über alle Stangen, einschließlich in der Nähe der Hebeanker-Befestigungspunkte, aufrechtzuerhalten.
- Käfiginspektion vom QC-Inspektor unterzeichnet und aufgezeichnet.
Nach dem Abisolieren, vor dem Heben
- Durch Tests bestätigte Betondruckfestigkeit – die vom Ankerhersteller angegebene Mindestfestigkeit zum Heben wird eingehalten.
- Alle Ankergewinde gereinigt und geprüft – Kupplungen lassen sich einrasten und verriegeln.
- Komponenten des Hebesystems (Kupplungen, Schlingen, Traverse) geprüft und innerhalb der Wartungstermine.
- Sichere Arbeitslast des Krans für Hubradius und Elementmasse bestätigt.
- Der Hebeplan wurde vom Kranführer und Montageleiter überprüft und bestätigt.
Auswahl von Bewehrungsdraht für verschiedene Fertigteilumgebungen
Die Drahtauswahl ist keine allgemeingültige Entscheidung. Die Umgebung, in der das Fertigteilelement eingesetzt wird, die Anforderungen an die Oberflächenqualität und die Produktionsmethode haben alle Einfluss darauf, welcher Drahttyp und welche Stärke geeignet sind.
Strukturelle Fertigteile für Gebäude
Standardstützen, Träger, Platten und Wandpaneele für Gebäude in nicht aggressiven Umgebungen: Schwarzer, geglühter Kabelbinder der Stärke 16 auf 25-kg-Spulen. Schnappanker für Innenkreuzungen, Achteranker an Umfangsstangen und Ankerpositionen. Für flache Mattenelemente (Platten, Paneele) wird die Verwendung einer Bindepistole empfohlen, um Geschwindigkeit und Konsistenz zu verbessern.
Infrastruktur und Marine-Fertigteile
Brückenträger, Schiffsfender, Deichplatten und Küsteninfrastruktur: feuerverzinkter 16-Gauge-Draht . Die Verzinkung verhindert, dass Rost durch die Betonoberfläche austritt, was sowohl für die Ästhetik als auch für die langfristige Haltbarkeit in chloridhaltigen Umgebungen von Bedeutung ist. Bei Verwendung von Edelstahlverstärkungen (in sehr aggressiven Meeresgebieten) ist ein Edelstahl-Verbindungsdraht in passender Qualität vorgeschrieben, um galvanische Korrosion an der Kontaktstelle zwischen Draht und Stange zu verhindern.
Architektonische Fertigfassaden
Sichtbare Zuschlagstoffplatten, polierte Betonfassaden und Trägerelemente aus glasfaserverstärktem Beton (GFRC): PVC-beschichteter oder verzinkter Draht, mit sorgfältiger Drahtendenführung. Alle Drahtenden müssen von der freiliegenden Fläche weg zeigen und so gebogen werden, dass ein Mindestabstand von 15 mm zur Formfläche eingehalten wird. Einige architektonische Fertigteilspezifikationen erfordern eine positive Inspektionsbestätigung, die besagt, dass sich innerhalb von 25 mm von der Gussoberfläche kein blanker Stahldraht befindet.
Vorgefertigt bei kaltem Wetter
Schwarz geglühter Draht wird bei Kälte etwas spröder. Bei Temperaturen unter 0 °C verringert das Vorwärmen der Drahtspule oder das Arbeiten in einer beheizten Gießhalle die Gefahr, dass der Draht beim Binden reißt. Die Dehnungsreduzierung bei Gefriertemperaturen ist moderat – typischerweise 2 % bis 4 % geringer als bei 20 °C – aber in sehr kalten Klimazonen (unter –10 °C) ist der Wechsel zu einem Draht mit höherer Dehnungsspezifikation oder die Reduzierung um eine Stärke eine sinnvolle Vorsichtsmaßnahme.
Transport und Handhabung vor Ort: Wo die Arbeit mit Kabelbindern getestet wird
Die Qualität der Drahtarbeiten an Bewehrungskäfigen wird nicht nur beim Heben vom Betonierbett, sondern während des gesamten Transports und der Installation vor Ort geprüft. Ein Fertigteil kann vor der endgültigen Installation bis zu vier Mal angehoben werden: Heben aus der Form, Transport zum Lager, Verladen auf einen LKW und endgültige Platzierung. Bei jedem Aufzug wird die Hebeanlage für Betonfertigteile dynamischen Belastungen ausgesetzt. Zwischen den Hubvorgängen wird das Element auf einem Tieflader oder Tieflader transportiert, wobei Straßenvibrationen eine zyklische Belastung auf den Beton rund um die Ankereinsätze ausüben.
Elemente mit schlecht befestigten Käfigen, die eine Bewegung des Käfigs während des Gießens zuließen, können nach dem Transport Risse an den Ankerstellen aufweisen, selbst wenn der erste Hub erfolgreich schien. Mikrorisse breiten sich unter zyklischer Belastung aus und können bei Belastungen unterhalb der Nenntragfähigkeit zum Herausziehen des Ankers führen. Aus diesem Grund wird die Dokumentation der Käfiginspektion mit dem Element transportiert – wenn Schäden vor Ort entdeckt werden, ist das Inspektionsprotokoll der Ausgangspunkt für die Untersuchung.
Die Lieferkette für Fertigteile ist nur so zuverlässig wie der schwächste Qualitätskontrollschritt. Die Arbeit an Bewehrungsdrahtbindern steht am Anfang dieser Kette, aber ihre Auswirkungen breiten sich bis zur endgültigen Installation aus. Von Anfang an alles richtig zu machen – den richtigen Drahttyp, die richtige Stärke, das richtige Ankermuster und die richtige Ankerbefestigung – ist die kostengünstigste Investition in die Qualitätskontrolle bei der Betonfertigteilproduktion.








