Hebesystem für Betonfertigteile
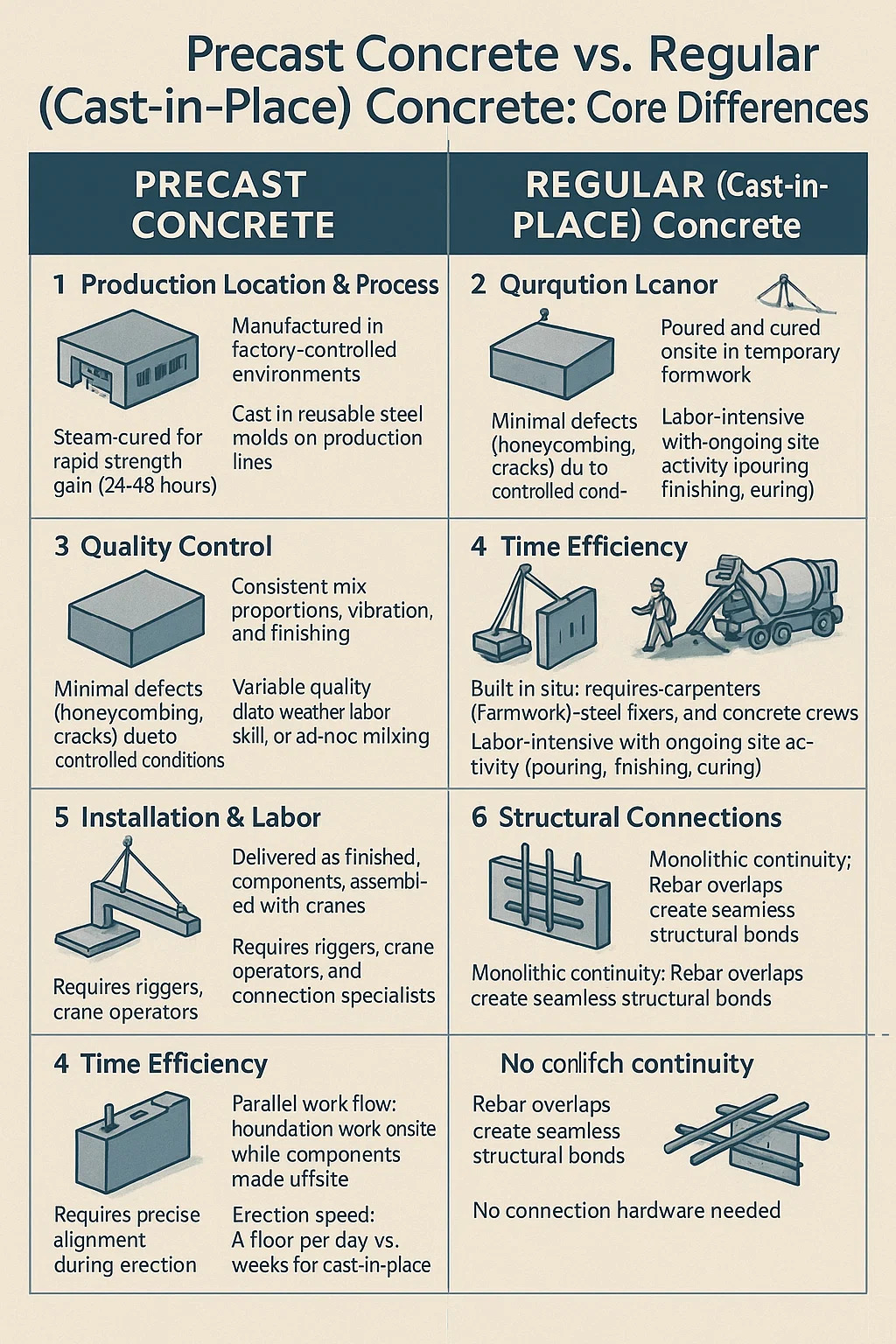
Fertigbeton vs. normaler (vor Ort gegossener) Beton: Kernunterschiede
1. Produktionsstandort und -prozess
Fertigteil:
Hergestellt in werkskontrollierten Umgebungen.
In Produktionslinien in wiederverwendbaren Stahlformen gegossen.
Dampfgehärtet für schnellen Festigkeitszuwachs (24–48 Stunden).
Regulär:
Vor Ort in temporärer Schalung (Holz/Stahl) gegossen und ausgehärtet.
Härtet über Tage/Wochen hinweg auf natürliche Weise aus, wenn es der Witterung ausgesetzt ist.
2. Qualitätskontrolle
Fertigteil:
Gleichbleibende Mischungsverhältnisse, Vibration und Endbearbeitung.
Minimale Mängel (Wabenbildung, Risse) aufgrund kontrollierter Bedingungen.
Regulär:
Schwankende Qualität aufgrund von Wetter, Arbeitsfähigkeit oder Ad-hoc-Mischen.
Es besteht die Gefahr kalter Verbindungen, schlechter Konsolidierung oder Aushärtungsproblemen.
3. Installation und Arbeit
Fertigteil:
Lieferung als fertige Komponenten; mit Kränen zusammengebaut.
Erfordert Monteure, Kranführer und Verbindungsspezialisten.
Regulär:
Vor Ort gebaut: Erfordert Tischler (Schalung), Stahlmonteure und Betonarbeiter.
Arbeitsintensiv bei laufender Baustellenaktivität (Gießen, Endbearbeitung, Aushärten).
4. Zeiteffizienz
Fertigteil:
Paralleler Arbeitsablauf: Fundamentarbeiten vor Ort, während Komponenten extern hergestellt werden.
Montagegeschwindigkeit: Eine Etage pro Tag im Vergleich zu Wochen beim Ortbeton.
Regulär:
Linearer Arbeitsablauf: Schalung → Bewehrung → Gießen → Aushärten → Streifenformen.
Wetterbedingte Verzögerungen verlängern die Fristen erheblich.
5. Strukturelle Verbindungen
Fertigteil:
Verlässt sich auf mechanische Verbindungen (Bolzen, Schweißplatten, Einpresshülsen).
Erfordert eine präzise Ausrichtung während des Aufbaus.
Regulär:
Monolithische Kontinuität: Bewehrungsüberlappungen schaffen nahtlose strukturelle Verbindungen.
Keine Verbindungshardware erforderlich.
6. Designflexibilität
Fertigteil:
Beschränkt auf standardisierte Formen (kostspielige Sonderformen).
Nach der Produktion schwer zu modifizieren.
Regulär:
Uneingeschränkte Formen/Größen (Schalung vor Ort erstellt).
Einstellbar während der Bauphase.
7. Auswirkungen auf die Website
Fertigteil:
Saubere, ruhige Standorte; minimaler Abfall/Nacharbeit.
Schwerer Transportzugang und Platz auf der Kranrampe erforderlich.
Regulär:
Laute, unordentliche Baustellen (Schalung, Mischen, Pumpen).
Flexibel für beengte oder abgelegene Standorte.
8. Kostentreiber
Fertigteil:
Hohe Fabrik-/Formkosten; wirtschaftlich für sich wiederholende Projekte.
Einsparungen durch reduzierten Arbeits-/Zeitaufwand vor Ort.
Regulär:
Niedrigere Vorabkosten; teuer für komplexe/langfristige Arbeiten.
Arbeits-, Schalungs- und Verzögerungsrisiken erhöhen die Kosten.
9. Haltbarkeit und Verarbeitung
Fertigteil:
Hervorragende Oberflächenbeschaffenheit (architektonische Texturen, freigelegte Zuschlagstoffe).
Optimierte Aushärtung → dichterer, haltbarerer Beton.
Regulär:
Die Qualität der Endbearbeitung hängt von den Fähigkeiten des Schreiners/Schalungshandwerkers ab.
Eine unterschiedliche Aushärtung kann die Langzeithaltbarkeit verringern.
10. Risikomanagement
Fertigteil:
Fabriksicherheit: Reduzierte Sturz-/elektrische Risiken.
Standortrisiken: Kranbedienung, Hebefehler.
Regulär:
Gefahren vor Ort: Einstürzen der Schalung, Handhabung von nassem Beton, Aufspießen von Bewehrungsstäben.
Wann Sie welche auswählen sollten
| Szenario | Bevorzugte Methode | Warum |
|---|---|---|
| Enger städtischer Standort | Vorgefertigt | Weniger Aktivitäten vor Ort; schnellere Montage |
| Maßgeschneiderte organische Architektur | Normaler Beton | Flexible Schalung für Kurven/einzigartige Formen |
| Hochhauskerne | Hybrid (vor Ort gegossene Fertigteile) | Vorgefertigt walls cast-in-place joints for seismic resilience |
| Entlegener Standort | Normaler Beton | Vermeiden Sie Transport-/Logistikkosten |
| Wiederkehrende Strukturen (Parkplätze, Schulen) | Vorgefertigt | Massenproduktion senkt Kosten/Zeit |